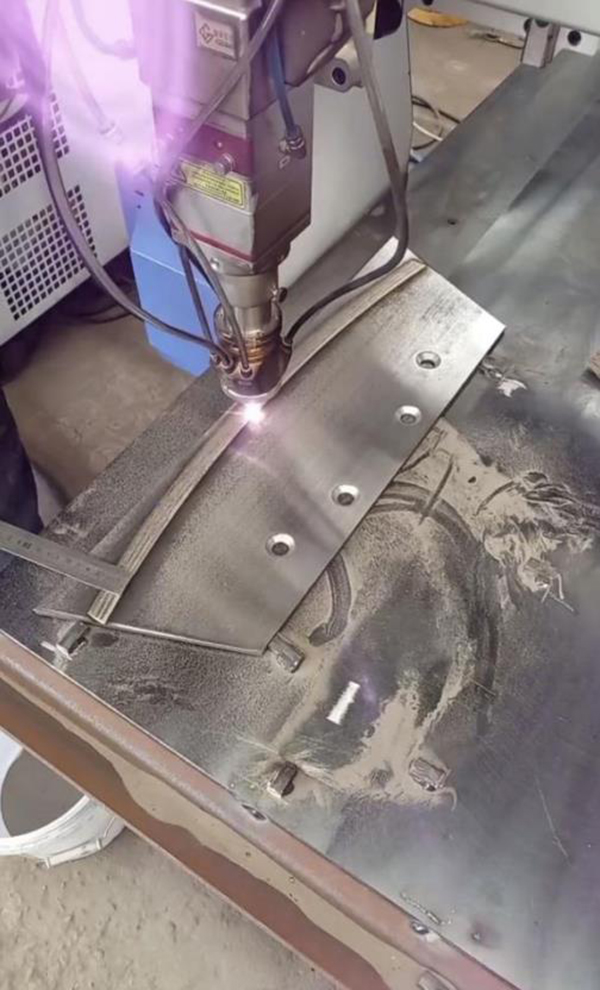
Лазерная наплавка плоскостного портала

Преимущества лазерной наплавки
1. Высокая скорость охлаждения (до 106 ℃/с), относится к быстрому процессу затвердевания, легко получить мелкую кристаллическую организацию или создать равновесное состояние, невозможно получить новую фазу, такую как нестабильная фаза, аморфное состояние;
2. Плакирующий слой и подложка представляют собой прочную металлургическую комбинацию или комбинацию интерфейсной диффузии, низкую скорость разбавления, сильную управляемость, в соответствии с потребностями можно контролировать фокусное расстояние сварки, контролировать глубину плавления сварки, а затем контролировать скорость разбавления сварки;
3. Детали, подвергаемые лазерной наплавке, подвергаются малому термическому воздействию, небольшой деформации, в процессе обработки происходит только поверхностное растворение, а площадь термического воздействия основания невелика, обычно от 0,1 до 0,5 мм;
4. Материал матрицы и оболочки металлургически объединены, а прочность связи сопоставима с основным материалом;
5. Толщина и диапазон твердости плакирующего слоя большой, причем плакирующий слой плотный, без пор, шлаковых включений, трещин и других дефектов, а твердость плакирующего слоя может достигать 18-60HRC;
6. Практически нет ограничений по выбору порошка, плавление тугоплавкого сплава на поверхности легкоплавкого металла;
7. Лазер пригоден для передачи сигнала на большие расстояния, а крупногабаритные детали можно ремонтировать на месте;
8. Лазерная наплавка имеет характеристики бесконтактной сварки, для некоторых — сварки с разделкой кромок, наплавки глубоких отверстий;
9. Ручная наплавка гибка, и детали сложной формы можно ремонтировать легко, без проблем с программированием или автоматизацией;
Отображение изображений