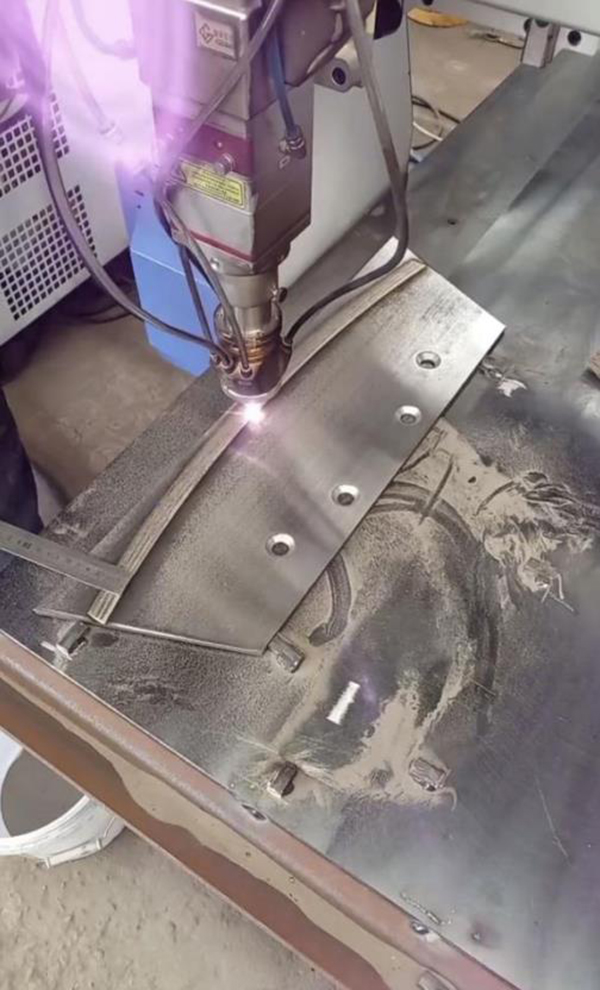
Лазерная наплавка плоской портальной конструкции

Преимущества лазерной наплавки
1. Высокая скорость охлаждения (до 106℃/с) относится к процессу быстрой кристаллизации, легко приводит к образованию мелкокристаллической структуры или к достижению равновесного состояния, в котором не удается получить новую фазу, например, нестабильную фазу или аморфное состояние;
2. Плакирующий слой и подложка образуют прочное металлургическое соединение или соединение на границе раздела фаз, обладают низкой степенью разбавления, высокой управляемостью, что позволяет контролировать фокусное расстояние сварки, глубину плавления при сварке, а затем и степень разбавления при сварке;
3. Ремонтные детали, усиленные лазерной наплавкой, обладают малым термическим воздействием, малой деформацией, в процессе обработки происходит лишь поверхностное растворение, а площадь термического воздействия на основание невелика, обычно составляет от 0,1 до 0,5 мм;
4. Матрица и облицовочный материал представляют собой металлургическое соединение, а прочность сцепления сопоставима с прочностью основного материала;
5. Толщина и диапазон твердости облицовочного слоя широки, облицовочный слой плотный, без пор, шлаковых заусенцев, трещин и других дефектов, а твердость облицовочного слоя может достигать 18-60 HRC;
6. Практически отсутствуют ограничения на выбор порошка, высокоплавкий сплав плавится на поверхности низкоплавкого металла;
7. Лазер подходит для передачи сигнала на большие расстояния, а крупные детали можно ремонтировать на месте;
8. Лазерная наплавка обладает характеристиками бесконтактной сварки, в некоторых случаях это сварка канавок и глубоких отверстий;
9. Ручная наплавка обеспечивает гибкость, позволяя легко ремонтировать детали сложной формы без необходимости программирования или автоматизации;
Изображение



-

Роботизированная система лазерной наплавки для лопастей.
-

3-киловаттный ручной/портативный станок для лазерной наплавки
-

Портативный аппарат для лазерной наплавки
-

Лазерная наплавка и наплавка PTA на станке DYY-LC501...
-

Портальный станок для лазерной наплавки средних и...
-

Оборудование для лазерной наплавки гидравлических штоков





