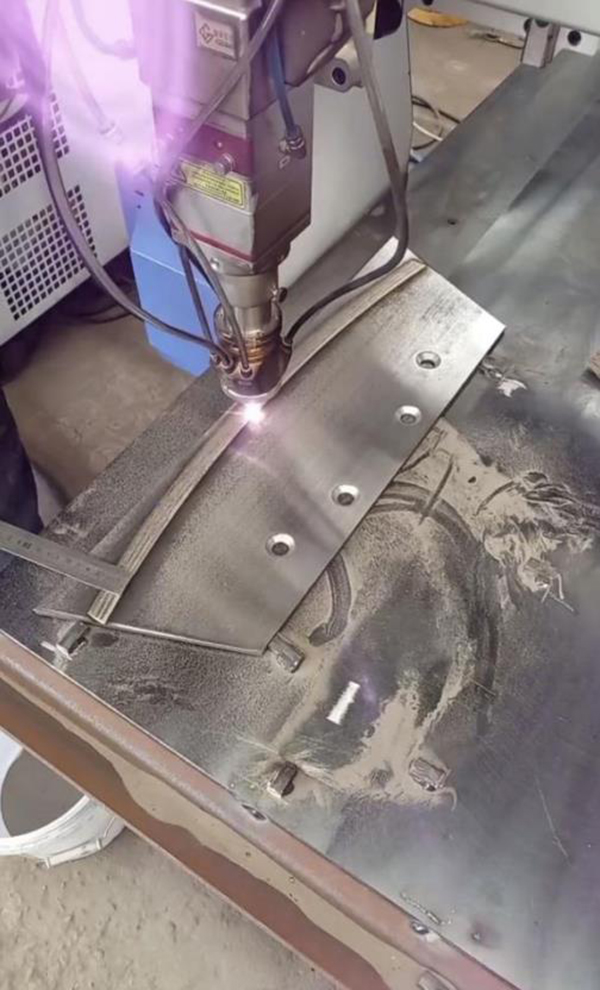
Laserauftragschweißen von Planportalen

Vorteile des Laserauftragschweißens
1. Schnelle Abkühlgeschwindigkeit (bis zu 106℃/s), gehört zum schnellen Erstarrungsprozess, leicht zu erreichende feine Kristallorganisation oder Herstellung eines Gleichgewichtszustands, kann keine neue Phase, wie z. B. instabile Phase, amorpher Zustand, erreichen;
2. Die Plattierungsschicht und das Substrat bilden eine starke metallurgische Verbindung oder eine Grenzflächendiffusionsverbindung, eine niedrige Aufmischungsrate und eine starke Steuerbarkeit. Je nach Bedarf kann die Schweißfokuslänge, die Schweißschmelztiefe und damit die Aufmischungsrate des Schweißens gesteuert werden.
3. Die laserplattierten Verstärkungsreparaturteile weisen eine geringe thermische Belastung, geringe Verformung und lediglich eine Oberflächenauflösung im Bearbeitungsprozess auf, und die thermische Belastungsfläche der Basis ist gering und liegt im Allgemeinen zwischen 0,1 und 0,5 mm.
4. Das Grundmaterial und das Plattierungsmaterial sind metallurgisch verbunden, und die Bindungsfestigkeit ist mit der des Grundmaterials vergleichbar;
5. Die Dicke und Härte der Plattierungsschicht ist groß, die Plattierungsschicht ist dicht, ohne Poren, Schlackeneinschlüsse, Risse und andere Defekte, und die Härte der Plattierungsschicht kann 18-60HRC erreichen;
6. Es gibt fast keine Einschränkungen bei der Pulverauswahl, das Schmelzen der hochschmelzenden Legierung auf der niedrigschmelzenden Metalloberfläche ist möglich;
7. Laser eignen sich für die Übertragung über große Entfernungen, und große Teile können vor Ort repariert werden;
8. Das Laserauftragschweißen zeichnet sich durch die Eigenschaften des berührungslosen Schweißens aus, für einige Arten des Auftragschweißens von Nuten und tiefen Löchern;
9. Die Handplattierung ist flexibel, und auch komplex geformte Teile können problemlos repariert werden, ohne dass eine Programmierung oder Automatisierung erforderlich ist.
Bildanzeige