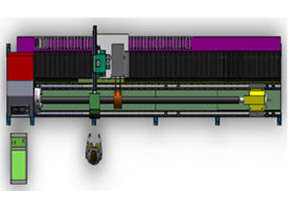
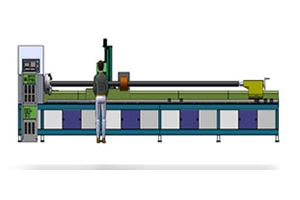
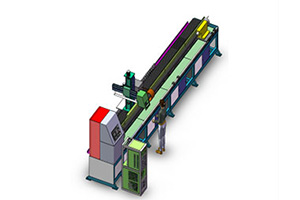
Автоматический сварочный аппарат для винтов DLG-NC401

Рабочий процесс
(1) Генерация дуги
Внутри оборудования находятся два типа устройств для генерации дуги, которые обеспечивают, соответственно, непереходную и переходную дугу. Отрицательные электроды двух источников питания соединены параллельно и подключены к вольфрамовому электроду (отрицательному электроду) сварочной горелки через кабель. Положительный полюс источника питания непереходной дуги подключен к соплу сварочной горелки через кабель, а положительный полюс источника питания переходной дуги подключен к заготовке через кабель. Охлаждающая вода подается к сварочной горелке через водоохлаждаемый кабель для охлаждения сопла и электрода. Аргон поступает в сварочную горелку через электромагнитный клапан и ротаметр. После включения питания непереходная дуга воспламеняется высокочастотной искрой. Затем переходная дуга воспламеняется проводящим каналом между вольфрамовым электродом и заготовкой, создаваемым пламенем непереходной дуги. После воспламенения переходной дуги непереходная дуга может быть сохранена или прервана. Она в основном используется для образования расплавленной ванны на поверхности заготовки.
(2) Выход припоя
Порошок сплава непрерывно подается из порошкового питателя в соответствии с потребностью и подается в сварочную горелку с помощью порошкового газа (обычно аргона) и продувается в дугу. Порошок сплава предварительно нагревается в дуговой колонне в расплавленном или полурасплавленном состоянии и распыляется в расплавленную ванну заготовки, где он полностью расплавляется, а газ и шлак удаляются.
(3) Настройка параметров
Путем регулирования тока передающей и непередающей дуги, количества подаваемого порошка и других параметров процесса можно контролировать тепло, передаваемое заготовке и расплавленному порошку сплава. Благодаря относительному перемещению сварочного пистолета и заготовки, сварочная ванна постепенно затвердевает, и на заготовке образуется необходимый слой сплава.
Характеристики
По сравнению с другими методами наплавки, плазменная наплавка имеет множество преимуществ, поскольку в качестве источника тепла используется плазменная дуга, а в качестве присадочного металла — порошкообразный сплав.
(1) Высокая скорость наплавки и высокая производительность.
(2) Проникновение контролируемо, а степень разбавления низкая.
(3) Поверхность плоская и гладкая, с высокой плотностью, и за один раз можно обработать поверхность толщиной 0,5-5 мм.
(4) Стабильный поверхностный слой может быть получен непрерывно в течение длительного времени, и поверхность покрытия не имеет проблем с качеством, таких как пористость и трахома.
(5) Порошок сплава легко получить и использовать в широком диапазоне материалов. Можно выбрать порошковые сварочные материалы на основе кобальта, никеля, железа и меди, а формулу можно составить непосредственно в соответствии с условиями работы.
(6) В соответствии с требованиями его можно оснастить специальными машинами, роботами и т. д., что позволяет легко реализовать автоматизацию и снизить трудозатраты.
(7) Коэффициент использования порошка высок, и он может достигать более 75%.
Обзор
Шнек, являясь ключевым элементом оборудования для производства пластмасс, имеет очень ограниченный срок службы и представляет собой уязвимую запасную часть. В промышленности для повышения эффективности производства, сокращения времени простоя оборудования и технического обслуживания и т. д., применяется плазменная обработка поверхности шнека для повышения износостойкости, термостойкости и коррозионной стойкости, что позволяет соответствовать требованиям рабочих условий.
Материал
Более 90% производителей материалов для корпусов винтов в оборудовании для производства пластмасс используют сталь 38CrMoAl (усовершенствованная азотированная сталь), а некоторые — 42CrMo.
38CrMoAl — это высокоэффективная азотированная сталь, которая в основном используется для азотированных деталей с высокой износостойкостью, высокой усталостной прочностью и точными размерами после термообработки, а также для различных азотированных деталей с низкой ударной нагрузкой, но высокой износостойкостью, таких как расточные оправки, шпиндели шлифовальных станков, шпиндели автоматических токарных станков, червячные передачи, прецизионные винты, прецизионные шестерни, клапаны высокого давления, штоки, калибры, шаблоны, ролики, имитационные пресс-формы, блоки цилиндров и т. д., поршневые штоки компрессоров, регуляторы, вращающиеся и неподвижные втулки паровых турбин, различные износостойкие детали экструдеров резины и пластмасс и т. д.
Технология обработки поверхности
1.Поверхностный материал
Порошок никелевого сплава (обычный никель-60) и порошок карбида никеля (добавление соответствующей пропорции порошка карбида к никелю-60 в качестве базового порошка в соответствии с требованиями к продукту).
2.Требования к порошку
(1) В соответствии с требуемыми свойствами изделий (износостойкость, коррозионная стойкость, термостойкость) выберите соответствующий порошковый сплав.
(2) Коэффициент теплового расширения порошка сплава должен быть близок к коэффициенту теплового расширения матричного материала. Чтобы избежать слишком большого коэффициента теплового расширения, приводящего к большему усадочному напряжению и, как следствие, к растрескиванию изделия, растрескивание также можно контролировать с помощью предварительного нагрева и поддержания температуры.
(3) Порошок сплава представляет собой самоплавящийся порошок с хорошей текучестью (лучший вариант — сферический порошок) и однородным размером частиц. Стабильность покрытия может быть улучшена.
(4) Скорость подачи порошка равномерная, обычно 10-30 г/мин. Оптимальный диапазон размера частиц составляет 150-300 мкм. Диапазон расхода газа 2,0-2,5 л/мин.
3.Требования к винтам
Для нанесения покрытия необходим шнек с порошком наплавочного сплава, при этом необходимо обеспечить отсутствие масла, ржавчины и видимых дефектов на поверхности шнека.
4.Требования к оборудованию
Оборудование состоит из аппарата плазменной порошковой сварки и автоматического сварочного оборудования.
(1) Аппарат для плазменной сварки порошковых пакетов
Наша компания производит три типа аппаратов для плазменной порошковой сварки: dml-v02bd (100A), dml-v03ad (160A) и dml-v03bd (300A). Мощность варьируется от большой до малой, что позволяет выбирать оптимальный вариант в зависимости от реальных условий работы. Основной источник питания имеет высокоинтегрированную конструкцию, обеспечивающую превосходные характеристики и малые габариты. Резервуар для охлаждающей воды оснащен мощным компрессором, который поддерживает постоянную температуру охлаждающей воды в течение длительного времени, обеспечивая бесперебойную работу в течение продолжительного периода.
Видео
-

Плазменная сварочная горелка DNPT16018-HQ
-

Портальный станок для лазерной наплавки средних и...
-

Автоматический робот для плазменной обработки поверхностей DH1440-B06
-

прецизионный микроплазменный сварочный аппарат
-

Автоматический плазменный сварочный аппарат DZF-LC401 для прямой сварки швов...
-

Аппарат плазменно-дуговой сварки DM-PT4000





