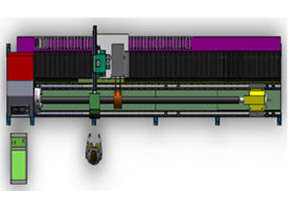
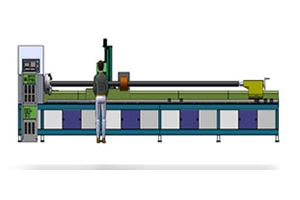
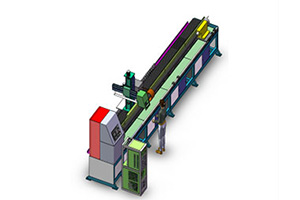
Máquina de soldadura automática de tornillos DLG-NC401

Proceso de trabajo
(1) Generación de arco
Dentro del equipo hay dos tipos de dispositivos generadores de arco, que suministran arco no transferible y arco transferible respectivamente. Los electrodos negativos de ambas fuentes de alimentación están conectados en paralelo y conectados al electrodo de tungsteno (electrodo negativo) de la pistola de soldadura apilada mediante un cable. El polo positivo de la fuente de alimentación de arco no transferible está conectado a la boquilla de la pistola de soldadura apilada mediante el cable, y el polo positivo de la fuente de alimentación de arco transferible está conectado a la pieza de trabajo mediante el cable. El agua de refrigeración se dirige a la pistola de soldadura a través del cable refrigerado por agua para enfriar la boquilla y el electrodo. El argón entra en la antorcha de soldadura a través de una válvula solenoide y un rotámetro. Después de encender la alimentación, el arco no transferible se enciende mediante una chispa de alta frecuencia. Luego, el arco transferible se enciende por el canal conductor entre el electrodo de tungsteno y la pieza de trabajo causado por la llama del arco no transferible. Una vez encendido el arco transferible, el arco no transferible puede mantenerse o cortarse. El arco transferible se utiliza principalmente para producir un baño de fusión en la superficie de la pieza de trabajo.
(2) Salida de polvo de soldadura
El alimentador de polvo suministra continuamente el polvo de aleación según la demanda, y se envía a la pistola de soldadura con la ayuda de un gas de alimentación de polvo (generalmente argón) que lo sopla hacia el arco. El polvo de aleación se calienta previamente en la columna del arco, en estado fundido o semifundido, y se pulveriza en el baño de fusión de la pieza de trabajo, donde se funde por completo, y se descargan el gas y la escoria.
(3) Ajuste de parámetros
Ajustando la corriente del arco de transferencia y del arco sin transferencia, la cantidad de alimentación de polvo y otros parámetros del proceso, se puede controlar el calor transferido a la pieza de trabajo y al polvo de aleación fundida. Con el movimiento relativo de la pistola de soldadura y la pieza de trabajo, el baño de aleación se solidifica gradualmente y se obtiene la capa de depósito de aleación requerida en la pieza de trabajo.
Características
En comparación con otros métodos de recubrimiento superficial, el recubrimiento por plasma presenta muchas ventajas, ya que utiliza un arco de plasma como fuente de calor y polvo de aleación como material de aporte.
(1) Alta velocidad de revestimiento y alta productividad.
(2) La penetración es controlable y la tasa de dilución es baja.
(3) La superficie de recubrimiento es plana y lisa con alta densidad, y la superficie de recubrimiento de 0,5 a 5 mm se puede completar en una sola vez.
(4) La capa superficial estable se puede obtener de forma continua durante mucho tiempo, y la superficie superficial no tiene problemas de calidad como porosidad y tracoma.
(5) El polvo de aleación es fácil de preparar y puede utilizarse en una amplia gama de materiales. Se pueden seleccionar materiales de soldadura en polvo a base de cobalto, níquel, hierro y cobre, y la fórmula se puede formular directamente según las condiciones de trabajo.
(6) Puede equiparse con máquinas especiales, robots, etc. según la demanda, lo que facilita la automatización y reduce la intensidad del trabajo.
(7) La tasa de utilización del polvo es alta y puede alcanzar más del 75%.
Descripción general
El tornillo, como componente fundamental de la maquinaria plástica, tiene una vida útil muy limitada y es una pieza de repuesto vulnerable. En la industria, para mejorar la eficiencia de la producción, reducir el tiempo de inactividad del equipo por mantenimiento, etc., se realiza un tratamiento de fortalecimiento de la superficie (resistencia al desgaste, resistencia a altas temperaturas y resistencia a la corrosión) del tornillo mediante recubrimiento por plasma, para cumplir con los requisitos de las condiciones de trabajo.
Material
Más del 90% de los fabricantes de materiales para cuerpos de tornillos de maquinaria plástica utilizan 38CrMoAl (acero de nitruración avanzada), y algunos utilizan 42CrMo.
El 38CrMoAl es un tipo de acero de nitruración avanzado, que se utiliza principalmente para piezas de nitruración con alta resistencia al desgaste, alta resistencia a la fatiga y dimensiones precisas después del tratamiento térmico, o varias piezas de nitruración con baja carga de impacto pero alta resistencia al desgaste, como barras de mandrinar, husillos de rectificadoras, husillos de tornos automáticos, tornillos sin fin, tornillos de precisión, engranajes de precisión, válvulas de alta presión, vástagos, manómetros, plantillas, rodillos, moldes de imitación, bloques de cilindros, etc. Vástago de pistón de compresor, regulador, manguito giratorio y manguito fijo de turbina de vapor, varias piezas resistentes al desgaste de extrusoras de caucho y plástico, etc.
Tecnología de revestimiento
1.Material de revestimiento
Polvo de aleación a base de níquel (níquel 60 general) y polvo de carburo a base de níquel (añadiendo la proporción correspondiente de polvo de carburo al níquel 60 como polvo base según la demanda del producto).
2.Requisitos de polvo
(1) Según las propiedades requeridas de los productos (resistencia al desgaste, resistencia a la corrosión, resistencia a altas temperaturas), elija el polvo de aleación apropiado.
(2) El coeficiente de expansión térmica del polvo de aleación debe ser cercano al del material de la matriz. Para evitar que el coeficiente de expansión térmica sea demasiado grande, lo que produce una mayor tensión de contracción y provoca el agrietamiento del producto, este también puede controlarse mediante el precalentamiento y el mantenimiento del calor.
(3) El polvo de aleación es un polvo autofundible con buena fluidez (el polvo esférico es el mejor) y tamaño de partícula uniforme. Se puede mejorar la estabilidad de la superficie.
(4) La velocidad de alimentación del polvo es uniforme y generalmente oscila entre 10 y 30 g/min. El rango óptimo de tamaño de partícula es de 150 a 300 µm. El rango de flujo de gas es de 2,0 a 2,5 l/min.
3.Requisitos de tornillos
La superficie de recubrimiento necesita un tornillo con polvo de aleación de recubrimiento, y la premisa es asegurar que la superficie del tornillo esté libre de aceite, óxido y defectos evidentes.
4.Requisitos de equipo
El equipo se compone de una máquina de soldadura por plasma de polvo y un equipo de soldadura automático.
(1) Máquina de soldadura por apilamiento de polvo de plasma
Nuestra empresa fabrica tres tipos de máquinas de soldadura por plasma con polvo: dml-v02bd (100a), dml-v03ad (160a) y dml-v03bd (300a). La potencia varía de alta a baja, y se puede seleccionar según las condiciones de trabajo. La fuente de alimentación del motor principal adopta un diseño altamente integrado, con un rendimiento superior y un tamaño compacto. El depósito de agua de refrigeración está equipado con un compresor de alta potencia, que mantiene el agua a temperatura constante durante un largo periodo y garantiza un funcionamiento continuo durante un tiempo prolongado.
Video
-

Antorcha de soldadura por plasma DNPT16018-HQ
-

Máquina de revestimiento láser de pórtico para aplicaciones medianas y...
-

Robot automático de recubrimiento por plasma DH1440-B06
-

Máquina de soldadura por arco de microplasma de precisión
-

Soldadura por plasma automática de costura recta DZF-LC401...
-

Máquina de soldadura por arco de plasma DM-PT4000





