DLG-NC401 automātiskā skrūvju metināšanas iekārta

Darba process
(1) Loka ģenerēšana
Iekārtas iekšpusē ir divu veidu loka ģenerēšanas ierīces, kas attiecīgi nodrošina nepārneses loku un pārneses loku. Abu barošanas avotu negatīvie elektrodi ir savienoti paralēli un savienoti ar kaudzes metināšanas pistoles volframa elektrodu (negatīvo elektrodu) caur kabeli. Pārneses loka barošanas avota pozitīvais pols ir savienots ar kaudzes metināšanas pistoles sprauslu caur kabeli, un pārneses loka barošanas avota pozitīvais pols ir savienots ar sagatavi caur kabeli. Dzesēšanas ūdens tiek novadīts uz metināšanas pistoli caur ūdens dzesēšanas kabeli, lai atdzesētu sprauslu un elektrodu. Argons ieplūst metināšanas deglī caur solenoīda vārstu un rotametru. Pēc strāvas ieslēgšanas pārneses loku aizdedzina augstfrekvences dzirkstele. Pēc tam pārneses loku aizdedzina vadošais kanāls starp volframa elektrodu un sagatavi, ko izraisa pārneses loka liesma. Pēc pārneses loka aizdegšanās pārneses loku var saglabāt vai pārtraukt. Tas galvenokārt izmanto pārneses loku, lai uz sagataves virsmas radītu izkusušu vannu.
(2) Lodēšanas pulvera izvade
Sakausējuma pulveri nepārtraukti piegādā pulvera padevējs atbilstoši pieprasījumam, un tas ar pulvera padeves gāzes (parasti argona) palīdzību tiek nosūtīts uz metināšanas pistoli un iepūsts lokā. Sakausējuma pulveris iepriekš tiek uzkarsēts loka kolonnā izkausētā vai daļēji izkausētā stāvoklī un izsmidzināts sagataves izkausētajā vannā, kur tas pilnībā izkūst, un gāze un izdedži tiek izvadīti.
(3) Parametru pielāgošana
Pielāgojot pārneses loka un nepārneses loka strāvu, pulvera padeves daudzumu un citus procesa parametrus, var kontrolēt uz sagatavi un izkausēto sakausējuma pulveri pārnesto siltumu. Ar metināšanas pistoles un sagataves relatīvo kustību sakausējuma masa pakāpeniski sacietē un uz sagataves tiek iegūts nepieciešamais sakausējuma nogulsnes slānis.
Raksturojums
Salīdzinot ar citām virsmas apstrādes metodēm, plazmas virsmas apstrādei ir daudz priekšrocību, jo tā izmanto plazmas loku kā siltuma avotu un sakausējuma pulveri kā pildmetālu.
(1) Augsts apšuvuma ātrums un augsta produktivitāte.
(2) Iespiešanās ir kontrolējama un atšķaidīšanas ātrums ir zems.
(3) Virsmas virsma ir līdzena un gluda ar augstu blīvumu, un 0,5–5 mm virsmas virsmu var pabeigt vienā reizē.
(4) Stabilu virsmas slāni var iegūt nepārtraukti ilgu laiku, un virsmas virsmai nav tādu kvalitātes problēmu kā porainība un traheoma.
(5) Sakausējuma pulveri ir viegli pagatavot, un to var izmantot plašā materiālu klāstā. Var izvēlēties uz kobalta, niķeļa, dzelzs un vara bāzes pulvera metināšanas materiālus, un formulu var tieši formulēt atbilstoši darba apstākļiem.
(6) To var aprīkot ar speciālu mašīnu, robotu utt. atbilstoši pieprasījumam, kas ir viegli realizējams automatizācijā un samazina darba intensitāti.
(7) Pulvera izmantošanas līmenis ir augsts, un izmantošanas līmenis var sasniegt vairāk nekā 75%.
Pārskats
Skrūve kā plastmasas mašīnu galvenā sastāvdaļa, tās kalpošanas laiks ir ļoti ierobežots, tā ir neaizsargāta rezerves daļa. Rūpnieciskajā pielietojumā, lai uzlabotu ražošanas efektivitāti, samazinātu iekārtu dīkstāves laiku, apkopi utt. Tāpēc skrūves virsmas nostiprināšanas apstrāde (nodilumizturība, izturība pret augstu temperatūru un izturība pret koroziju) tiek realizēta ar plazmas virsmas apstrādi, lai atbilstu darba apstākļu prasībām.
Materiāls
Vairāk nekā 90% plastmasas mašīnu skrūvju korpusa materiālu ražotāju izmanto 38CrMoAl (uzlaboto nitridēšanas tēraudu), un daži izmanto 42CrMo.
38CrMoAl ir uzlabots nitridēšanas tērauds, ko galvenokārt izmanto detaļu ar augstu nodilumizturību, augstu noguruma izturību un precīzu izmēru nitridēšanai pēc termiskās apstrādes vai dažādām nitridēšanas detaļām ar zemu trieciena slodzi, bet augstu nodilumizturību, piemēram, urbšanas stieņiem, slīpmašīnu vārpstām, automātiskās virpas vārpstām, tārpiem, precīzijas skrūvēm, precīzijas zobratiem, augstspiediena vārstiem, kātiem, mērierīcēm, veidnēm, veltņiem, imitācijas veidnēm, cilindru blokiem utt. Kompresora virzuļa stieņiem, regulatoriem, tvaika turbīnas rotējošajām uzmavām un fiksētajām uzmavām, dažādām gumijas un plastmasas ekstrūdera nodilumizturīgām detaļām utt.
Virsmas tehnoloģija
1.Virsmas materiāls
Niķeļa sakausējuma pulveris (vispārīgi niķelis 60) un niķeļa karbīda pulveris (pievienojot atbilstošu karbīda pulvera proporciju ar niķeli 60 kā bāzes pulveri atbilstoši produkta pieprasījumam).
2.Pulvera prasības
(1) Atbilstoši nepieciešamajām produktu īpašībām (nodiluma izturība, izturība pret koroziju, izturība pret augstu temperatūru) izvēlieties atbilstošu sakausējuma pulveri.
(2) Sakausējuma pulvera termiskās izplešanās koeficientam jābūt tuvu matricas materiāla termiskās izplešanās koeficientam. Lai izvairītos no pārāk liela termiskās izplešanās koeficienta, rodas lielāks saraušanās spriegums, kas savukārt izraisa produkta plaisāšanu. Plaisāšanu var kontrolēt arī ar iepriekšēju uzsildīšanu un siltuma saglabāšanu.
(3) Sakausējuma pulveris ir paškūstošs pulveris ar labu plūstamību (vislabāk ir sfērisks pulveris) un vienādu daļiņu izmēru. Var uzlabot virsmas stabilitāti.
(4) Pulvera padeves ātrums ir vienmērīgs, un ātrums parasti ir 10–30 g/min. Labākais daļiņu izmēru diapazons ir 150–300 mo. Gāzes plūsmas diapazons ir 2,0–2,5 l/min.
3.Skrūvju prasības
Virsmas virsmai ir nepieciešama virsmas sakausējuma pulvera skrūve, un priekšnoteikums ir nodrošināt, lai skrūves virsma nebūtu eļļas, rūsas un acīmredzamu defektu.
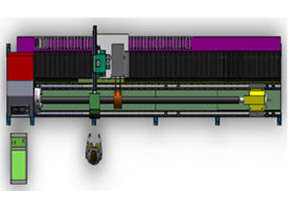
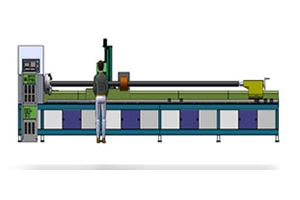
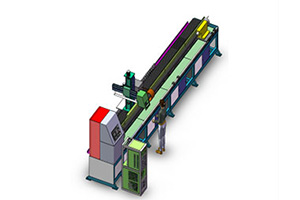
4.Aprīkojuma prasības
Iekārta sastāv no plazmas pulvera metināšanas iekārtas un automātiskās metināšanas iekārtas.
(1) Plazmas pulvera kaudzes metināšanas iekārta
Mūsu uzņēmums ražo trīs veidu plazmas pulvera metināšanas iekārtas: dml-v02bd (100a), dml-v03ad (160A) un dml-v03bd (300A). Jauda mainās no lielas līdz mazai, un to var izvēlēties atbilstoši faktiskajiem darba apstākļiem. Galvenā dzinēja barošanas avots ir ļoti integrēts, ar izcilu veiktspēju un mazu tilpumu. Dzesēšanas ūdens tvertne ir aprīkota ar jaudīgu kompresoru, kas ilgstoši var uzturēt dzesēšanas ūdeni nemainīgā temperatūrā un nodrošināt nepārtrauktu darba pieprasījumu ilgu laiku.