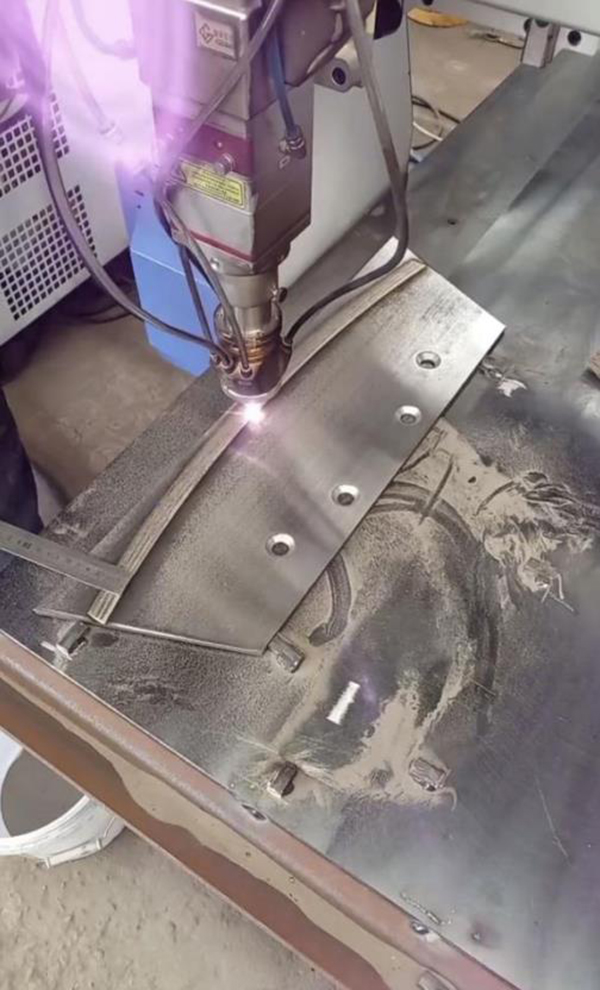
Okładzina laserowa suwnicy samolotu

Zalety napawania laserowego
1. Szybka prędkość chłodzenia (do 106℃/s), należy do szybkiego procesu krzepnięcia, łatwo uzyskać drobną organizację krystaliczną lub wytworzyć stan równowagi, nie można uzyskać nowej fazy, takiej jak faza niestabilna, stan amorficzny;
2. Warstwa okładzinowa i podłoże to silne połączenie metalurgiczne lub połączenie dyfuzji międzyfazowej, niski stopień rozcieńczenia, silna sterowalność, zgodnie z potrzebami kontrolowania ogniskowej spawania, kontrolowania głębokości topienia spawania, a następnie kontrolowania stopnia rozcieńczenia spawania;
3. Części naprawiane za pomocą wzmocnienia okładziny laserowej mają niewielki wpływ termiczny, niewielkie odkształcenia, a w procesie przetwarzania następuje jedynie powierzchniowe rozpuszczanie, a obszar oddziaływania termicznego podstawy jest niewielki, na ogół wynosi od 0,1 do 0,5 mm;
4. Materiał matrycy i powłoki są połączone metalurgicznie, a wytrzymałość wiązania jest porównywalna z materiałem bazowym;
5. Zakres grubości i twardości warstwy okładzinowej jest duży, a warstwa okładzinowa jest gęsta, bez porów, wypustek żużla, pęknięć i innych wad, a twardość warstwy okładzinowej może osiągnąć 18–60 HRC;
6. Nie ma praktycznie żadnych ograniczeń w doborze proszku, co umożliwia topienie stopu o wysokiej temperaturze topnienia na powierzchni metalu o niskiej temperaturze topnienia;
7. Laser nadaje się do transmisji na duże odległości, a duże części można naprawiać na miejscu;
8. Napawanie laserowe ma cechy spawania bezkontaktowego, w przypadku niektórych metod spawania rowkowego i z głębokimi otworami;
9. Ręczne nakładanie okładzin jest elastyczne, a części o skomplikowanych kształtach można naprawiać bezproblemowo, bez konieczności programowania lub automatyzacji;
Wyświetlanie obrazu