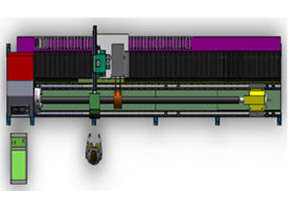
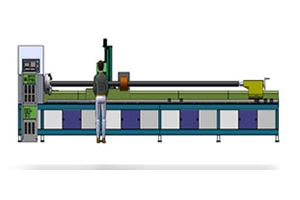
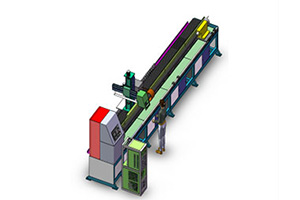
מכונת ריתוך בורג אוטומטית DLG-NC401

תהליך עבודה
(1) יצירת קשת
ישנם שני סוגים של התקני ייצור קשת בתוך הציוד, המספקים קשת ללא העברה וקשת העברה בהתאמה. האלקטרודות השליליות של שני ספקי הכוח מחוברות במקביל ומחוברות לאלקטרודת הטונגסטן (אלקטרודה שלילית) של אקדח הריתוך המחסנית דרך כבל. הקוטב החיובי של ספק הכוח לקשת ללא העברה מחובר לפיית אקדח הריתוך המחסנית דרך הכבל, והקוטב החיובי של ספק הכוח לקשת ההעברה מחובר לחומר העבודה דרך הכבל. מי הקירור מובלים לאקדח הריתוך דרך כבל מקורר מים כדי לקרר את הפיה והאלקטרודה. ארגון נכנס למבער הריתוך דרך שסתום סולנואיד ומד רוטמטר. לאחר הפעלת החשמל, קשת ללא העברה נדלקת על ידי ניצוץ בתדר גבוה. לאחר מכן קשת ההעברה נדלקת על ידי התעלה המוליכת בין אלקטרודת הטונגסטן לחומר העבודה הנגרמת על ידי להבת קשת ללא העברה. לאחר הדלקת קשת ההעברה, ניתן לשמור או לנתק את קשת ללא העברה. הוא משתמש בעיקר בקשת העברה כדי לייצר שלולית מותכת על פני חומר העבודה.
(2) פלט אבקת הלחמה
אבקת הסגסוגת מסופקת באופן רציף על ידי מזין האבקה בהתאם לדרישה, ונשלחת לאקדח הריתוך בעזרת גז הזנת אבקה (בדרך כלל ארגון) ומנופחת לתוך קשת הריתוך. אבקת הסגסוגת מחוממת מראש בעמודת הקשת, במצב מותך או מותך למחצה, ומרוססת לתוך מאגר המותך של חומר העבודה, שם היא נמסה לחלוטין, והגז והסיגים משתחררים.
(3) כוונון פרמטרים
על ידי כוונון זרם קשת ההעברה והקשת שאינה עוברת, כמות הזנת האבקה ופרמטרים אחרים של התהליך, ניתן לשלוט בחום המועבר לחומר העבודה ולאבקת הסגסוגת המותכת. עם התנועה היחסית של אקדח הריתוך וחומר העבודה, בריכת הסגסוגת מתמצקת בהדרגה ושכבת שקיעת הסגסוגת הנדרשת מתקבלת על חומר העבודה.
מאפיינים
בהשוואה לשיטות חיפוי אחרות, לחיפוי פלזמה יתרונות רבים משום שהוא משתמש בקשת פלזמה כמקור חום ובאבקת סגסוגת כמתכת מילוי.
(1) מהירות חיפוי גבוהה ופרודוקטיביות גבוהה.
(2) החדירה ניתנת לשליטה וקצב הדילול נמוך.
(3) משטח הגימור שטוח וחלק עם צפיפות גבוהה, וניתן להשלים את משטח הגימור בגודל 0.5-5 מ"מ בבת אחת.
(4) ניתן להשיג את שכבת החיפוי היציבה ברציפות למשך זמן רב, ולמשטח החיפוי אין בעיות איכות כגון נקבוביות וטרכומה.
(5) אבקת הסגסוגת קלה להכנה וניתן להשתמש בה במגוון רחב של חומרים. ניתן לבחור חומרי ריתוך אבקה מבוססי קובלט, ניקל, ברזל ונחושת, וניתן לנסח את הנוסחה ישירות בהתאם לתנאי העבודה.
(6) ניתן לצייד אותו במכונה מיוחדת, רובוט וכו' בהתאם לדרישה, מה שמאפשר אוטומציה בקלות ומפחית את עוצמת העבודה.
(7) שיעור הניצול של אבקה גבוה, ושיעור הניצול יכול להגיע ליותר מ-75%.
סקירה כללית
בורג, כחלק מרכזי במכונות פלסטיק, חייו מוגבלים מאוד והוא חלק חילוף פגיע. ביישומים בתעשייה, על מנת לשפר את יעילות הייצור, להפחית את זמן השבתת הציוד ותחזוקתו וכן הלאה. לכן, טיפול חיזוק פני השטח (עמידות בפני שחיקה, עמידות בטמפרטורה גבוהה ועמידות בפני קורוזיה) של הבורג מתבצע באמצעות ציפוי פלזמה, על מנת לעמוד בדרישות תנאי העבודה.
חוֹמֶר
יותר מ-90% מיצרני חומרי גוף הברגים למכונות פלסטיק משתמשים ב-38CrMoAl (פלדת ניטריד מתקדמת), וחלקם משתמשים ב-42CrMo.
38CrMoAl הוא סוג של פלדת ניטריד מתקדמת, המשמשת בעיקר לניטריד חלקים בעלי עמידות גבוהה בפני שחיקה, חוזק עייפות גבוה וגודל מדויק לאחר טיפול בחום, או לחלקי ניטריד שונים בעלי עומס השפעה נמוך אך עמידות גבוהה בפני שחיקה, כגון מוט קידוח, ציר מטחנה, ציר מחרטה אוטומטי, תולעת, בורג מדויק, גלגל שיניים מדויק, שסתום לחץ גבוה, גזע, מד, תבנית, גליל, תבנית חיקוי, בלוק צילינדר וכו'. מוט בוכנה של מדחס, ווסת, שרוול מסתובב ושרוול קבוע של טורבינת קיטור, חלקים שונים עמידים בפני שחיקה של מכבש גומי ופלסטיק וכו'.
טכנולוגיית חיפוי
1.חומר משטח
אבקת סגסוגת מבוססת ניקל (ניקל 60 בדרך כלל) ואבקת קרביד מבוססת ניקל (הוספת חלק מתאים של אבקת קרביד עם ניקל 60 כאבקת בסיס בהתאם לדרישת המוצר).
2.דרישות אבקה
(1) בהתאם לתכונות הנדרשות של המוצרים (עמידות בפני שחיקה, עמידות בפני קורוזיה, עמידות בפני טמפרטורה גבוהה), בחרו את אבקת הסגסוגת המתאימה.
(2) מקדם ההתפשטות התרמית של אבקת הסגסוגת צריך להיות קרוב לזה של חומר המטריצה. על מנת למנוע מקדם ההתפשטות התרמית גדול מדי, מה שיגרום ללחץ הצטמקות גדול יותר, וכתוצאה מכך לסדקים במוצר. ניתן לשלוט בסדקים גם על ידי חימום מוקדם ושימור חום.
(3) אבקת הסגסוגת היא אבקה נמסה מעצמה בעלת נוזליות טובה (אבקה כדורית היא הטובה ביותר) וגודל חלקיקים אחיד. ניתן לשפר את יציבות המשטח.
(4) מהירות הזנת האבקה אחידה, והמהירות היא בדרך כלל 10-30 גרם/דקה. טווח גודל החלקיקים הטוב ביותר הוא 150-300 גרם/דקה. טווח זרימת הגז 2.0-2.5 ליטר/דקה
3.דרישות בורג
משטח החיפוי זקוק לבורג מאבקת סגסוגת חיפוי, וההנחה היא להבטיח שמשטח הבורג נקי משמן, חלודה ופגמים ברורים.
4.דרישות ציוד
הציוד מורכב ממכונת ריתוך אבקת פלזמה וציוד ריתוך אוטומטי.
(1) מכונת ריתוך אבקת פלזמה
חברתנו מייצרת שלושה סוגים של מכונות ריתוך פלזמה באבקת פלזמה: dml-v02bd (100A), dml-v03ad (160A) ו-dml-v03bd (300A). ההספק משתנה בין גדול לקטן, וניתן לבחור אותו בהתאם לתנאי העבודה בפועל. ספק הכוח של המנוע הראשי מאמץ עיצוב משולב ביותר, עם ביצועים מעולים ונפח קטן. מיכל המים בקירור מצויד במדחס בעל הספק גבוה, שיכול לשמור על טמפרטורה קבועה של מי הקירור לאורך זמן ולהבטיח דרישת עבודה רציפה לאורך זמן.