máquina de soldadura por arco de micro plasma de precisión






Características
1、Las láminas y chapas se pueden soldar mediante soldadura por arco de microplasma; la energía del arco es alta, la zona afectada por el calor de la soldadura es pequeña y la deformación de la soldadura es muy pequeña;
2、La columna de arco tiene gran rigidez, efecto de orificio pequeño, alta velocidad de soldadura y alta eficiencia de producción, que es de 3 a 6 veces superior a la de la soldadura argón ordinaria;
3、Presenta pocos defectos de soldadura, gran cantidad de materiales soldables y alta calidad de soldadura;
4、Excelente producción repetitiva, contracción del electrodo en la boquilla, no se contamina ni se quema fácilmente;
5、El arco de plasma tiene una alta densidad de energía, una alta temperatura de la columna del arco y una gran capacidad de penetración;
6、La columna de arco es delgada y tiene gran capacidad de penetración. Se puede soldar directamente la pieza de pared delgada, reduciendo el tiempo de preparación. El acero con un espesor de 0,3 a 1 mm se puede soldar y conformar por ambas caras (soldadura por una cara y conformado por ambas) sin ranura. La deformación por tensión es mínima.
Parámetros del host Dml-v01a
| máquina de soldadura por arco de micro plasma de precisión | |||
| Parámetros técnicos principales y modelos | DML-V01A | ||
| Soldadura continua | soldadura por pulsos | Soldadura por pulsos de precisión | |
| Corriente de arco (a) | 2.0-5.0 | ||
| Corriente de soldadura (a) | 0.1-10-40 | ||
| Corriente base (a) | 0.1-10-40 | ||
| Tiempo de subida (s) | 0.0-5.0 | ||
| Tiempo de descenso (s) | 0.0-5.0 | ||
| Tiempo de soldadura (MS) |
| 1-500 | 1-500 |
| Tiempo de intervalo (MS) |
| 10-500 |
|
| Entrega aérea por adelantado(s) | 1-10 | ||
| Retardo de gas (s) | 1-20 | ||
| Gas iónico (L/min) | 0,25-2,5 | ||
| Gas protector (L/min) | 1-25 | ||
| Tensión de entrada (V) | 220 V CA, 50 Hz | ||
| Capacidad de entrada nominal (kVA) | 1.1 | ||
| Tasa de duración de carga (%) | 60% | ||
| Peso (kg) | 28 | ||
| Dimensiones externas de la fuente de alimentación (mm) | 590*330*300 | ||
Ventajas
1、El espesor de la banda de soldadura es menor que el de la soldadura TIG, generalmente de 0,3 a 0,5 mm. Se puede soldar sin que se curve y la calidad de la soldadura es buena.
2、En la soldadura automática continua de tuberías, la variación de la longitud del arco de plasma tiene poco efecto sobre la calidad de la soldadura, lo cual es diferente a lo que ocurre en la soldadura por arco de argón.
3、Cuando la corriente de soldadura es muy pequeña (menos de 3a), la estabilidad del arco de microplasma es buena, mientras que la estabilidad del arco de argón es pobre.
4、Debido a la concentración de calor, la velocidad de soldadura del arco de microplasma es mayor que la de la soldadura por arco de argón, y la productividad es alta.
5、Puede soldar una variedad de metales, incluyendo acero inoxidable, metales no ferrosos y metales refractarios.
Campos de aplicación
1、Componentes electrónicos y eléctricos (termopar, motor, lámina de acero al silicio, etc.)
2、Instrumentos, equipos médicos (fuelles metálicos, componentes de instrumentos de precisión, etc.)
3、La soldadura de metales especiales (como titanio, níquel, molibdeno y otros metales especiales también puede implementar una soldadura eficiente).
4、Aeronaves y industria aeroespacial (accesorios para aeronaves, accesorios para estaciones espaciales, relés, sensores de gas, etc.)
La soldadura continua automática por microplasma de tuberías de pared ultrafina es similar al proceso de soldadura por arco de compresión en circuito cerrado. Se instala una funda aislante entre la boquilla de soldadura y la antorcha para garantizar un aislamiento fiable entre la antorcha y las piezas metálicas. Al mismo tiempo, el argón protector se encuentra sellado en una pequeña cámara. Los parámetros del proceso de soldadura por microplasma para tuberías de pared ultrafina son más complejos que los de la soldadura por arco de argón. Además de la corriente, la velocidad de soldadura y el caudal de gas protector, también influyen el caudal del gas de trabajo y la composición del gas protector. Estos parámetros afectan la calidad de la soldadura. La experiencia demuestra que los principales parámetros que afectan la productividad en la soldadura de tuberías de pared ultrafina son la corriente de soldadura, el caudal del gas de trabajo y el diámetro del orificio de la boquilla.
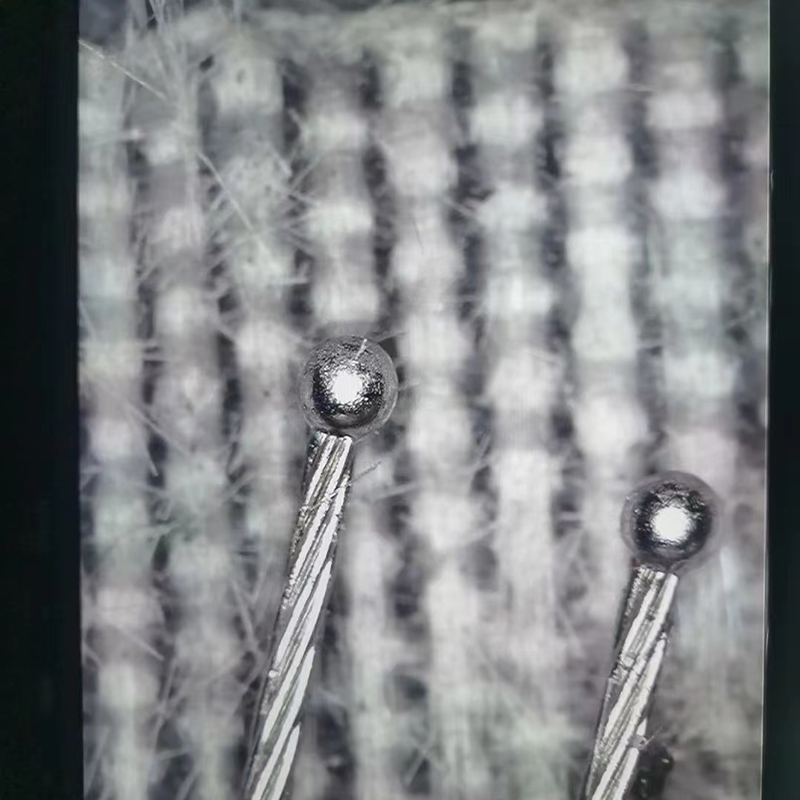
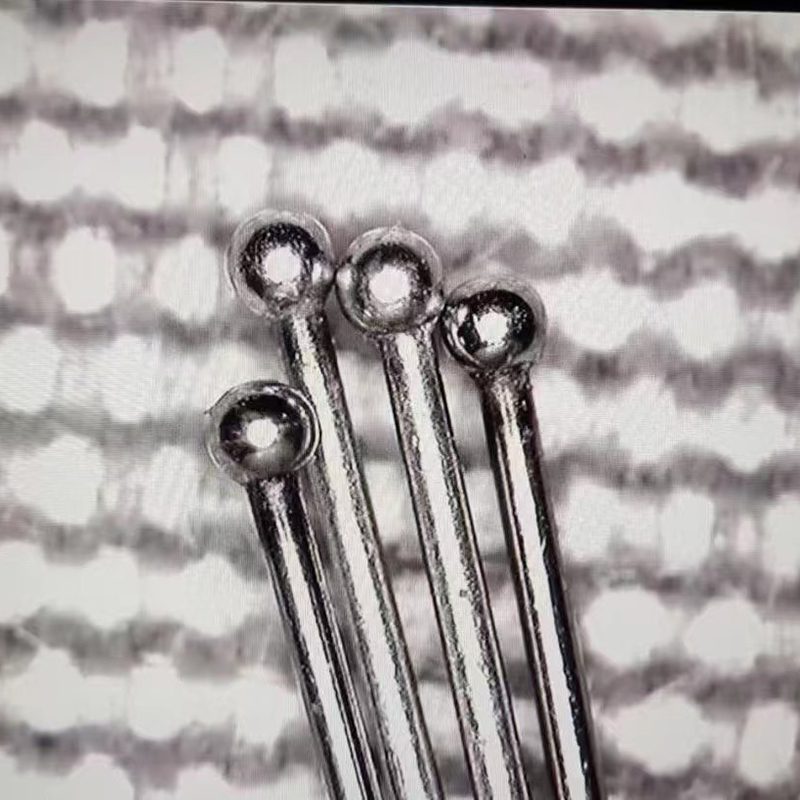
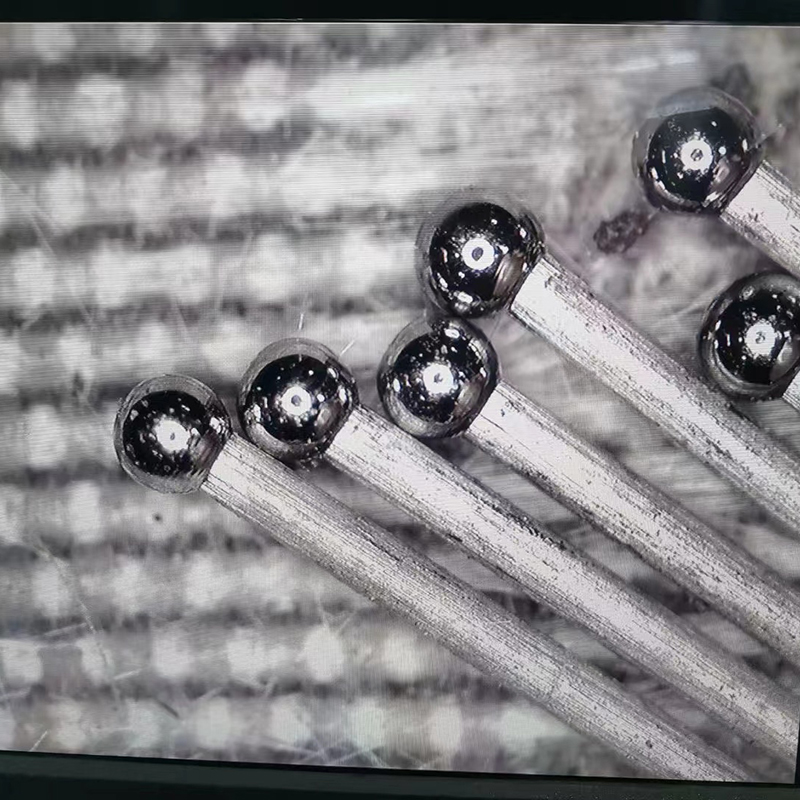
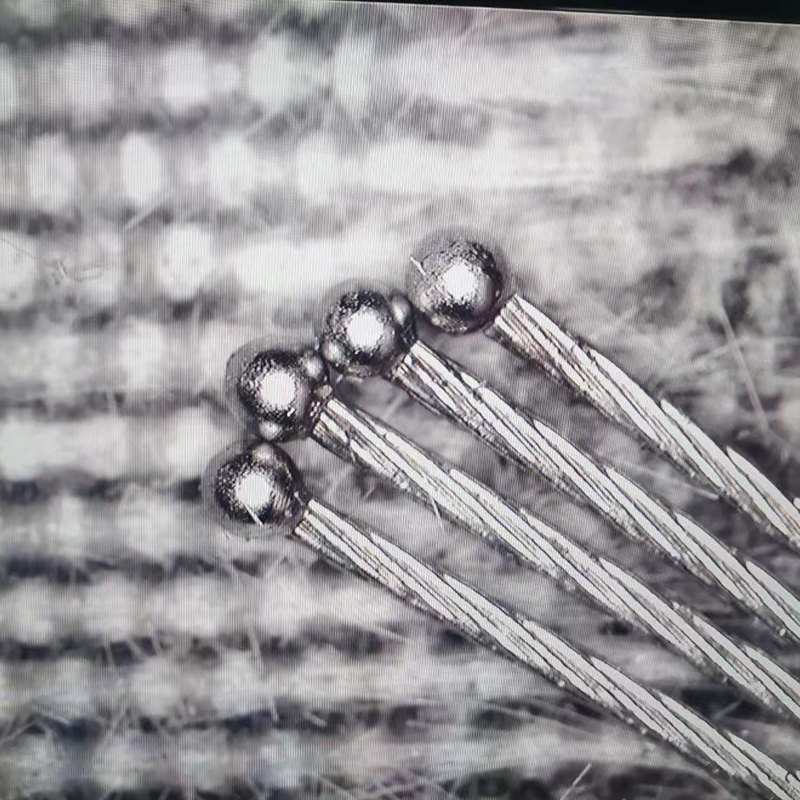
Visualización de imágenes