정밀 마이크로 플라즈마 아크 용접기






특징
1、호일과 판재는 마이크로 플라즈마 아크 용접으로 용접할 수 있습니다. 아크 에너지가 높고, 용접 열영향부가 작으며, 용접 변형이 매우 적습니다.
2、아크 컬럼은 강성이 크고, 구멍 발생 효과가 작으며, 용접 속도가 빠르고 생산 효율이 높아 일반 아르곤 용접보다 3~6배 높습니다.
3、용접 결함이 거의 없고, 용접 가능한 재료가 많으며, 용접 품질이 우수합니다.
4、반복 생산 능력이 뛰어나고, 노즐 내부의 전극 수축으로 오염 및 연소가 쉽지 않습니다.
5、플라즈마 아크는 높은 에너지 밀도, 높은 아크 기둥 온도 및 강력한 침투력을 가지고 있습니다.
6、아크 컬럼은 가늘고 용접 침투력이 강합니다. 얇은 벽면의 공작물도 직접 용접할 수 있어 준비 시간을 단축할 수 있습니다. 두께 0.3~1mm의 강재도 홈 없이 양면 용접 및 성형(단면 용접 및 양면 성형)이 가능하며, 응력 변형이 적습니다.
Dml-v01a 호스트 매개변수
| 정밀 마이크로 플라즈마 아크 용접기 | |||
| 주요 기술 매개변수 및 모델 | 디믈-V01A | ||
| 연속 용접 | 펄스 용접 | 정밀 펄스 용접 | |
| 아크 전류(a) | 2.0-5.0 | ||
| 용접 전류(a) | 0.1-10-40 | ||
| 기준 전류(a) | 0.1-10-40 | ||
| 상승 시간(초) | 0.0-5.0 | ||
| 하강 시간(초) | 0.0-5.0 | ||
| 용접 시간(MS) |
| 1-500 | 1-500 |
| 간격 시간(MS) |
| 10-500 |
|
| 항공 배송 사전 배송(들) | 1-10 | ||
| 가스 시간 지연(초) | 1-20 | ||
| 이온 가스(L/min) | 0.25-2.5 | ||
| 보호 가스(L/min) | 1-25 | ||
| 입력 전압(V) | AC220V, 50Hz | ||
| 정격 입력 용량(kVA) | 1.1 | ||
| 부하 지속 시간 비율(%) | 60% | ||
| 무게(kg) | 28 | ||
| 전원 공급 장치의 외부 치수(mm) | 590*330*300 | ||
장점
1、용접 스트립의 두께는 아르곤 아크 용접용보다 얇으며, 일반적으로 0.3~0.5mm입니다. 따라서 말림 없이 용접이 가능하며 용접 품질이 우수합니다.
2、연속 자동 파이프 용접에서 플라즈마 아크 길이의 변화는 용접 품질에 거의 영향을 미치지 않는데, 이는 아르곤 아크 용접과는 다른 점입니다.
3、용접 전류가 매우 작을 때(3A 미만), 마이크로 플라즈마 아크의 안정성은 양호한 반면, 아르곤 아크의 안정성은 좋지 않습니다.
4、열 집중으로 인해 마이크로 플라즈마 아크 용접은 아르곤 아크 용접보다 용접 속도가 빠르고 생산성이 높습니다.
5、스테인리스강, 비철금속, 내화금속 등 다양한 금속을 용접할 수 있습니다.
지원 분야
1、전자 및 전기 부품(열전대, 모터, 실리콘 강판 등)
2、계측기, 의료기기(금속 벨로우즈, 정밀 계측기 부품 등)
3、특수 금속(티타늄, 니켈, 몰리브덴 등)의 용접에도 효율적인 용접이 가능합니다.
4、항공기 및 우주항공 분야 (항공기 부품, 우주정거장 부품, 릴레이, 가스 센서 등)
초박형 파이프의 연속 자동 마이크로 플라즈마 아크 용접은 폐쇄 압축 아크 용접 공정과 유사합니다. 용접 다이 슬리브와 용접 토치 사이에 절연 슬리브를 설치하여 플라즈마 용접 토치와 금속 부품 사이의 확실한 절연을 확보합니다. 동시에 보호 가스인 아르곤은 작은 챔버에 밀봉됩니다. 초박형 파이프용 마이크로 플라즈마 아크 용접의 공정 변수는 아르곤 아크 용접보다 더 많습니다. 용접 전류, 용접 속도, 보호 가스 유량 외에도 작동 가스 유량, 보호 가스 조성 등 이러한 변수들이 용접 품질에 영향을 미칩니다. 경험적으로 초박형 파이프 생산성에 영향을 미치는 주요 공정 변수는 용접 전류, 작동 가스 유량, 노즐 구멍 직경입니다.
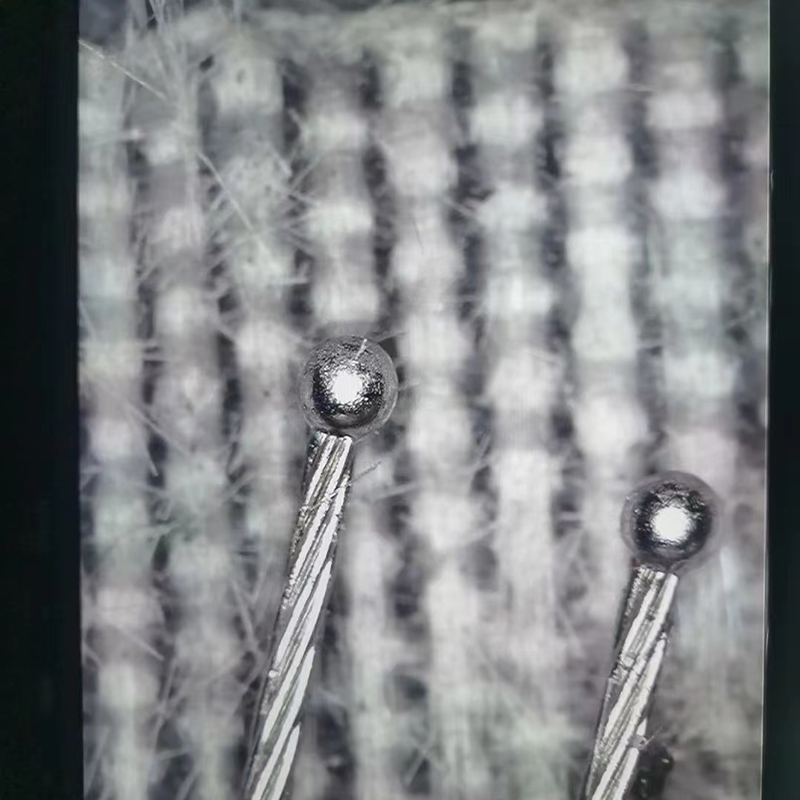
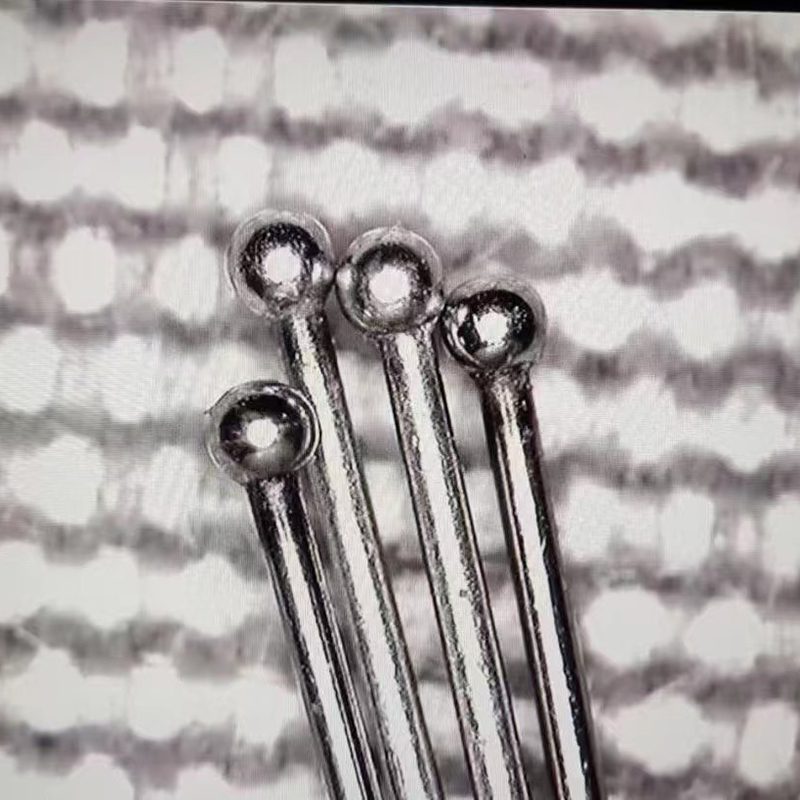
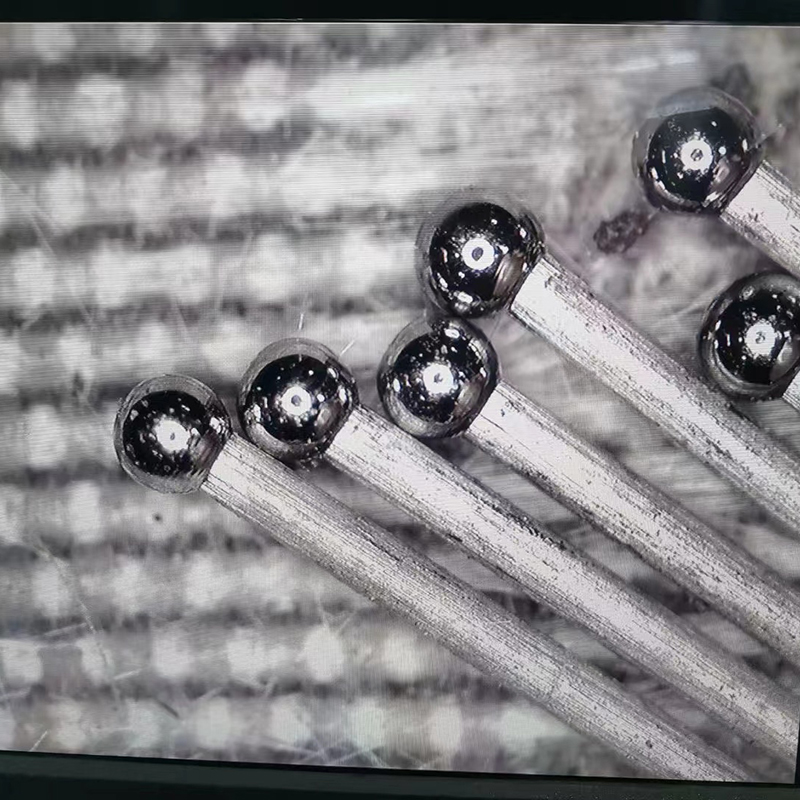
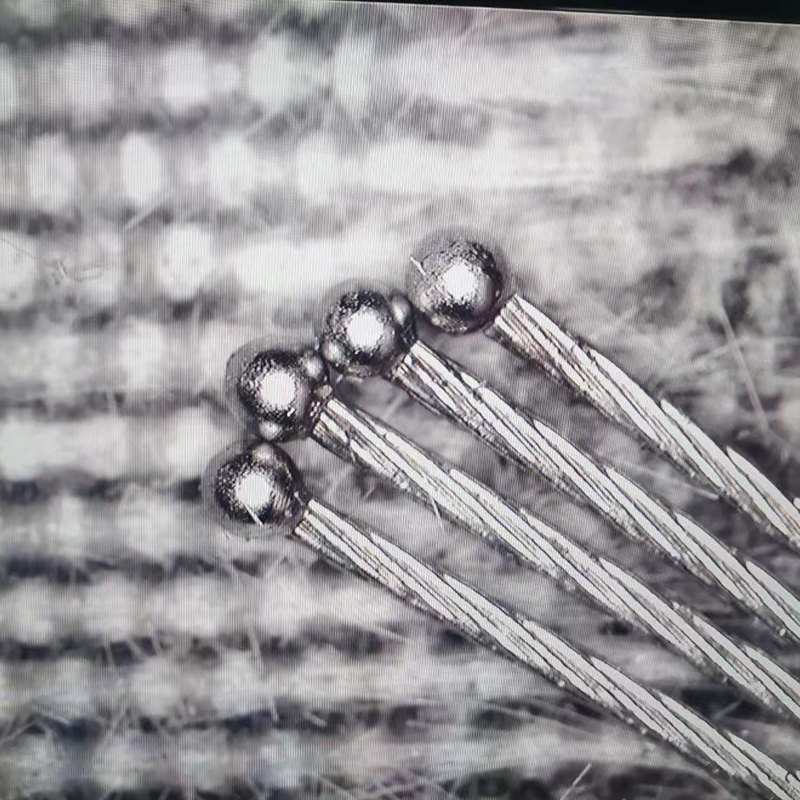
사진 표시