Установка плазменной порошковой наплавки DML-V03CD



Принцип работы DML-V03CD
Плазменная порошковая наплавка - это вид технологии наплавки, в которой в качестве источника тепла используется плазменная дуга, которая использует высокую температуру, создаваемую плазменной дугой, для быстрого нагрева порошка сплава и поверхности подложки, их плавления, смешивания, диффузии и затвердевания вместе. После выхода плазменного луча он самовозбуждается и охлаждается, образуя слой высокопроизводительного сплава, что обеспечивает упрочнение и закалку поверхности детали. Толщину, ширину и твердость наплавочного слоя можно свободно регулировать в определенном диапазоне путем регулировки соответствующих параметров наплавки. После плазменной порошковой наплавки между основным материалом и наплавочным материалом образуется сплавленный интерфейс с высокой прочностью сцепления; наплавочный слой имеет компактную структуру, хорошую коррозионную стойкость и износостойкость; разбавление основного материала и наплавочного материала уменьшается, а характеристики материала изменяются мало; использование порошка в качестве наплавочного материала может улучшить селективность конструкции сплава, особенно тугоплавкий материал может быть успешно наплавлен, а износостойкость и износостойкость заготовки могут быть улучшены. Высокая температура, коррозионная стойкость.
Технические преимущества DML-V03CD
1. Результаты показывают, что слой плакирующего сплава имеет металлургическую связь с подложкой заготовки, а прочность связи высокая;
2. Степень растворения при плазменной наплавке можно контролировать в пределах 5% - 10% и менее.
3. Легко реализуется механизация и автоматизация процесса наплавки;
4. Возможность плазменной наплавки непосредственно на поверхность корродированных и замасленных металлических деталей без сложного процесса предварительной обработки;
5. По сравнению с другим оборудованием для плазменной сварки он обладает такими преимуществами, как простота конструкции, энергосбережение, простота эксплуатации и обслуживания;
6. Плазменная дуга обладает такими преимуществами, как высокая температура, концентрированная энергия, хорошая стабильность и небольшие остаточные напряжения и деформации на заготовке.
7. Хорошая управляемость. Параметры плазменной дуги, такие как атмосфера и температура, можно регулировать, изменяя мощность, тип газа, расход и размер сопла, что позволяет реализовать эффективное автоматическое производство и повысить производительность труда.
8. Используется широкий спектр материалов. В качестве наплавочного материала порошковый сплав для наплавки не ограничивается литьём, прокаткой, волочением и другими методами обработки. В зависимости от различных требований к эксплуатационным характеристикам можно подобрать состав порошкового сплава. Он особенно подходит для твёрдых износостойких сплавов, которые трудно наплавлять проволокой, но легко наплавлять порошком, обеспечивая требуемые характеристики наплавки.
Параметры хоста DML-V03CD
| Nимя | плазменный порошковый сварочный аппарат | |||
| Модель | DML-V03CD | |||
| Cкатегория | Сборка | Структурные параметры | Dата | |
|
Источник питания сварочного аппарата | Высокоинтегрированная машина «все в одном»
| Номинальное напряжение(V) | AC380 50 Гц | |
| Номинальная входная мощность (KW) | 25 кВт | |||
| Выбор функции | Непрерывная сварка | Импульсная сварка | ||
| Ток дуги (А) | 3-20 | 3-20 | ||
| Сварочный ток (А) | 3-500 | 3-500 | ||
| Базовый ток (А) | 3-500 | 3-500 | ||
| Время нарастания тока (с) | 0-5.0 | 0-5.0 | ||
| Текущее время падения (с) | 0-5.0 | 0-5.0 | ||
| Время импульсной сварки (мс) |
| 1-999 | ||
| Интервал сварки (МС) |
| 10-990 | ||
| Время предварительного кормления (с) | 0-5 | |||
| Время подачи порошка с задержкой (с) | 0-5 | |||
| Время газовой защиты (с) | 1-20 | |||
| Продолжительность нагрузки (%) | 90 | |||
| Вес (кг) | 161 | |||
| Размеры (мм) | 800*500*1558 | |||
| Система охлаждения | Кондиционирование воздуха и охлаждение | Мощность (Вт) | 2000 | Р22рефрижератор |
| Мощность компрессора (л.с.) | 1/2 | Панасоник | ||
| Номинальный объем отводимого воздуха (m³/h) | 600 | |||
| Номинальный тепловой выброс(W) | 2200 | |||
| Номинальная мощность вентилятора(W) | 36 | EBM в Германии | ||
| Внутреннее хранение воды(L) | 8.5 | нержавеющая сталь 304 | ||
| Мощность насоса(W) | 90 | Южный специальный насос | ||
| Номинальный напор(M) | 21 | |||
| Номинальный расход(m³/h) | 1.1 | |||
| Фронтальный шум(dba) | 52 | Краска для горячей сушки для утолщенных стальных листов | ||
| сварочная горелка | Интегрированное литье под давлением | Форма порошкового напыления | Симметричная подача порошка с двумя конусными отверстиями | |
| Применимый ток(A) | 5-300 | |||
| Подходит для пудры (сетка) | 100-270 | |||
| Устойчивое рабочее время(h) | >20 | |||
| Длина держателя горелки и провода горелки(M) | 8 | |||
| Режим водяного охлаждения | Водяное охлаждение сопла сварочной горелки | |||
| Порошковый питатель | Порошковая форма кормления | Точная подача порошка с помощью импеллера | ||
| Cрежим управления | Прямой привод двигателя | |||
| Емкость хранилища(KG) | 8 | |||
Чертеж конструкции плазменной сварочной горелки
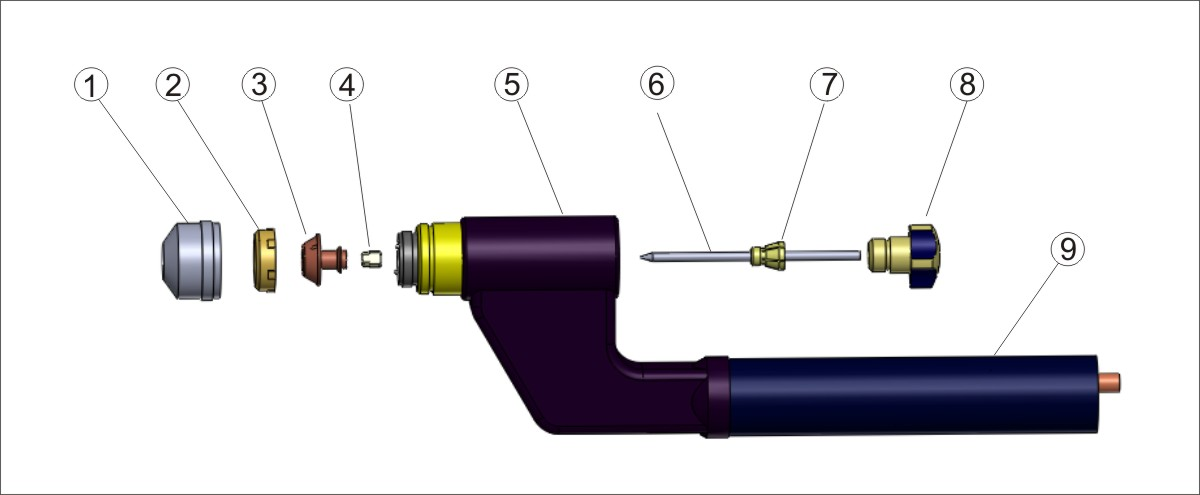
(Принципиальная схема сварочного пистолета 300А)
1 газовый экран 2 медное стопорное кольцо сопла 3 медное сопло 4 среднее кольцо 5 корпус сварочного пистолета 6 вольфрамовый электрод 7 зажим вольфрамового электрода 8 колпачок сварочного пистолета
Список конфигураций
| Имя | Конфигурация спецификации | Модель | Qколичество | Замечания | |
| Аппарат для плазменной сварки штабелем | DML-V03CD | 1 | |||
| Плазменная сварочная горелка | 1 | ||||
| Порошковый питатель | 1 | (точная подача порошка импеллерного типа) | |||
| Редуктор давления аргона | 0-25 | yqAr-731L | 2 | Плавающий шар | |
| Ножной переключатель | 1 | ||||
| Бак охлаждающей воды | 1 | (2P охлаждение) | |||
| Ящик для инструментов | 1 | Включая общие аксессуары | |||
| Iинструкции | 1 | ||||
| Гарантийный талон | 1 | ||||
| Затемняющий колпачок | 1 | ||||
| Gкруглый провод | 1 | ||||
| Газовый шланг | M | В соответствии с реальными потребностями пользователей | |||
Разница между плазменным сварочным аппаратом DuoMu и плазменным сварочным аппаратом, представленным на рынке
Источник питания сварочного аппарата:В настоящее время большинство представленных на рынке аппаратов для плазменной порошковой сварки пакетом обладают высокой мощностью, что в некоторой степени обусловлено проблемами с подачей питания плазмы. В настоящее время конструкция аппаратов для плазменной сварки пакетом высокой мощности в основном состоит из двух аппаратов: аргонодуговой сварки большой и малой мощности, при этом основная дуга направляется аргонодуговой сваркой малой мощности, а основная дуга направляется аргонодуговой сваркой большой мощности. Аппарат для плазменной сварки пакетом DuoMu призван преодолеть вышеуказанные проблемы благодаря использованию чистой плазменной системы питания, компактности, малому весу и универсальности.
Плазменная горелка:В настоящее время большинство плазменных сварочных пистолетов, представленных на рынке, оснащены внешней системой подачи порошка, а рукоятка сварочного пистолета также изготовлена из обычных материалов, что может привести к засорению порошка или утечке тока во время использования, что серьёзно влияет на нормальные производственные потребности и безопасность жизни пользователей. Плазменный сварочный пистолет DuoMu оснащен встроенной системой подачи порошка, а рукоятка сварочного пистолета изготовлена из полиэтиленовой изоляции, что позволяет избежать ряда проблем. Сила тока сварочного пистолета недостаточна для обеспечения полной нагрузки аппарата.
Порошковый питатель:В настоящее время в плазменных сварочных аппаратах используется скребковый тип подачи порошка. Такой способ подачи порошка может привести к неравномерной подаче и застреванию порошка, что негативно скажется на нормальном производственном процессе. В плазменных сварочных аппаратах DuoMu используется передовая система подачи порошка импеллерного типа, которая позволяет точно контролировать размер и скорость подачи порошка, что позволяет решить вышеуказанные проблемы.
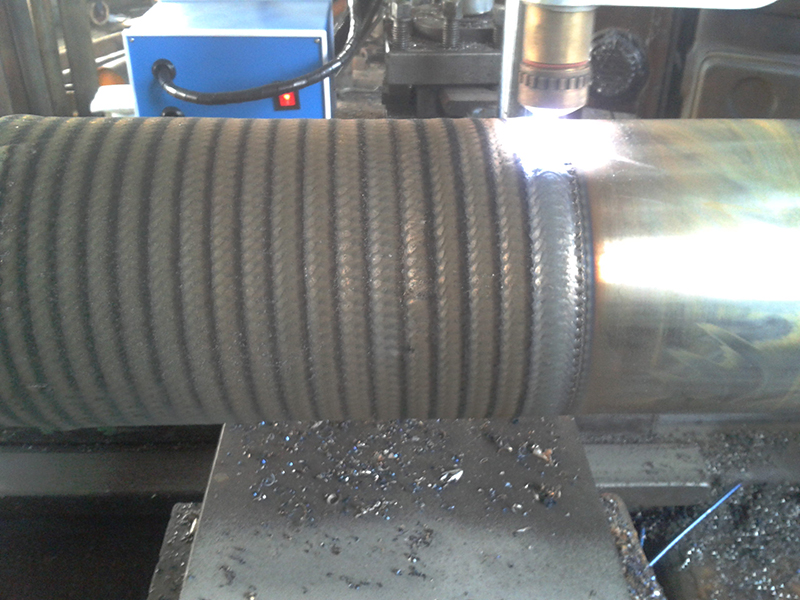
Случаи
Источник питания сварочного аппарата:В настоящее время большинство представленных на рынке аппаратов для плазменной порошковой сварки пакетом обладают высокой мощностью, что в некоторой степени обусловлено проблемами с подачей питания плазмы. В настоящее время конструкция аппаратов для плазменной сварки пакетом высокой мощности в основном состоит из двух аппаратов: аргонодуговой сварки большой и малой мощности, при этом основная дуга направляется аргонодуговой сваркой малой мощности, а основная дуга направляется аргонодуговой сваркой большой мощности. Аппарат для плазменной сварки пакетом DuoMu призван преодолеть вышеуказанные проблемы благодаря использованию чистой плазменной системы питания, компактности, малому весу и универсальности.
Плазменная горелка:В настоящее время большинство плазменных сварочных пистолетов, представленных на рынке, оснащены внешней системой подачи порошка, а рукоятка сварочного пистолета также изготовлена из обычных материалов, что может привести к засорению порошка или утечке тока во время использования, что серьёзно влияет на нормальные производственные потребности и безопасность жизни пользователей. Плазменный сварочный пистолет DuoMu оснащен встроенной системой подачи порошка, а рукоятка сварочного пистолета изготовлена из полиэтиленовой изоляции, что позволяет избежать ряда проблем. Сила тока сварочного пистолета недостаточна для обеспечения полной нагрузки аппарата.
Порошковый питатель:В настоящее время в плазменных сварочных аппаратах используется скребковый тип подачи порошка. Такой способ подачи порошка может привести к неравномерной подаче и застреванию порошка, что негативно скажется на нормальном производственном процессе. В плазменных сварочных аппаратах DuoMu используется передовая система подачи порошка импеллерного типа, которая позволяет точно контролировать размер и скорость подачи порошка, что позволяет решить вышеуказанные проблемы.

Поверхность

Круглый рулет