Плазменный порошковый шлифовальный станок DML-V03CD



Принцип работы DML-V03CD
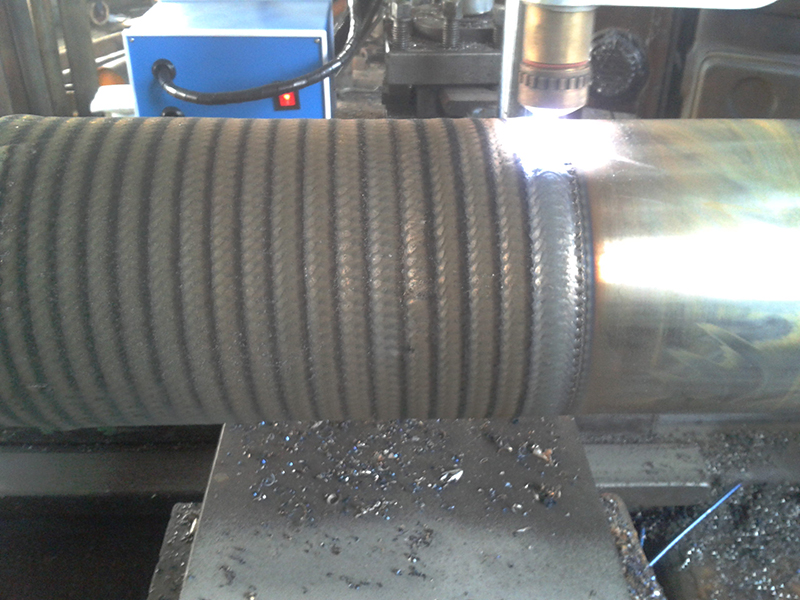
Плазменная порошковая наплавка — это технология наплавки, использующая плазменную дугу в качестве источника тепла. Высокая температура, создаваемая плазменной дугой, быстро нагревает поверхность сплава и подложки, вызывая их плавление, смешивание, диффузию и затвердевание. После выхода плазменного луча происходит самовозбуждение и охлаждение, в результате чего образуется слой высокоэффективного сплава, обеспечивающий упрочнение и закалку поверхности детали. Толщина, ширина и твердость наплавленного слоя могут свободно регулироваться в определенном диапазоне путем изменения соответствующих параметров наплавки. После плазменной порошковой наплавки между основным материалом и наплавляемым материалом образуется плавленый интерфейс, обладающий высокой прочностью сцепления; наплавляемый слой имеет компактную структуру, хорошую коррозионную стойкость и износостойкость; уменьшается разбавление основного материала и наплавляемого материала, и характеристики материала изменяются незначительно; использование порошка в качестве наплавляемого материала позволяет повысить селективность сплава, особенно эффективно наносить огнеупорные материалы, что улучшает износостойкость и коррозионную стойкость заготовки.
Технические преимущества DML-V03CD
1. Результаты показывают, что слой плакирующего сплава имеет металлургическую связь с подложкой заготовки, и прочность связи высока;
2. Степень разбавления при плазменно-дуговом напылении может контролироваться в пределах 5–10% или менее.
3. Механизация и автоматизация процесса обработки поверхностей легко осуществимы;
4. Позволяет напрямую осуществлять плазменную наплавку на поверхности корродированных и загрязненных маслом металлических деталей без сложных процессов предварительной обработки;
5. По сравнению с другим оборудованием для плазменной сварки, оно обладает преимуществами простой конструкции, энергосбережения, простоты эксплуатации и обслуживания;
6. Плазменная дуга обладает преимуществами высокой температуры, концентрированной энергии, хорошей стабильности, а также малыми остаточными напряжениями и деформациями на заготовке.
7. Хорошая управляемость. Параметры плазменной дуги, такие как атмосфера и температура, можно регулировать, изменяя мощность, тип газа, расход и конструктивные размеры сопла, что позволяет реализовать эффективное автоматизированное производство и повысить производительность труда.
8. Используется широкий спектр материалов. В качестве материала для нанесения покрытия порошковая наплавка из сплава не ограничивается технологиями литья, прокатки, волочения проволоки и другими. В зависимости от различных требований к характеристикам можно создавать порошковые составы из сплава различного состава. Она особенно подходит для твердых износостойких сплавов, которые трудно волокнисто-проволочно-проволочно-измельчаемо-формовочно ...
Параметры хоста DML-V03CD
| Nаме | аппарат для плазменной порошковой сварки | |||
| Модель | DML-V03CD | |||
| Cкатегория | Сборка | Структурные параметры | Dата | |
|
Источник питания сварочного аппарата | Высокоинтегрированная универсальная машина.
| Номинальное напряжение (V) | AC380 50 Гц | |
| Номинальная входная мощность (KW) | 25 кВт | |||
| Выбор функции | Непрерывная сварка | Импульсная сварка | ||
| Ток дуги (А) | 3-20 | 3-20 | ||
| Сварочный ток (А) | 3-500 | 3-500 | ||
| Базовый ток (А) | 3-500 | 3-500 | ||
| Текущее время нарастания (с) | 0-5.0 | 0-5.0 | ||
| Текущее время падения (с) | 0-5.0 | 0-5.0 | ||
| Время импульсной сварки (мс) |
| 1-999 | ||
| Интервал сварки (МС) |
| 10-990 | ||
| Предварительное время кормления (с) | 0-5 | |||
| Время подачи порошка с задержкой (с) | 0-5 | |||
| Время защиты от утечки газа (с) | 1-20 | |||
| Продолжительность нагрузки (%) | 90 | |||
| Вес (кг) | 161 | |||
| Размеры (мм) | 800*500*1558 | |||
| Система охлаждения | Системы кондиционирования и охлаждения | Мощность (Вт) | 2000 | R22фригеран |
| Мощность компрессора (л.с.) | 1/2 | Панасон | ||
| Номинальный объем отработанного воздуха (m³/h) | 600 | |||
| Номинальный тепловыделитель(W) | 2200 | |||
| Номинальная мощность вентилятора(W) | 36 | Доказательная медицина в Германии | ||
| Внутреннее хранилище воды(L) | 8.5 | нержавеющая сталь 304 | ||
| Мощность насоса(W) | 90 | Южный специальный насос | ||
| Оценка головы(M) | 21 | |||
| Номинальный расход(m³/h) | 1.1 | |||
| Фронтальный шум(dba) | 52 | Запекаемая краска для утолщенной стальной пластины | ||
| сварочная горелка | Интегрированное литье под давлением | Форма порошкового распыления | Симметричная подача порошка с двумя коническими отверстиями | |
| Применимый текущий(A) | 5-300 | |||
| Подходит для порошка (сетчатого). | 100-270 | |||
| Устойчивое рабочее время(h) | >20 | |||
| Длина держателя горелки и провода горелки(M) | 8 | |||
| режим водяного охлаждения | Водяное охлаждение сопла сварочной горелки | |||
| Податчик порошка | Порошковая форма для подачи | Точная подача порошка с помощью импеллера. | ||
| Cрежим управления | Прямой привод двигателя | |||
| Емкость хранилища(KG) | 8 | |||
Чертеж конструкции плазменной сварочной горелки
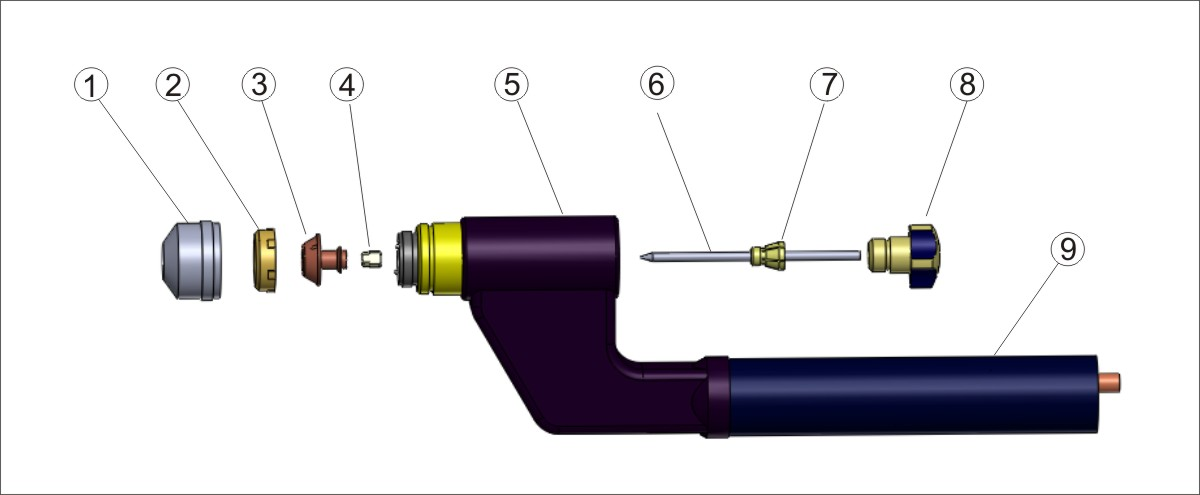
(Схема сварочного пистолета на 300 А)
1. Газовая защита 2. Стопорное кольцо медного сопла 3. Медное сопло 4. Среднее кольцо 5. Корпус сварочного пистолета 6. Вольфрамовый электрод 7. Зажим для вольфрамового электрода 8. Крышка сварочного пистолета
Список конфигураций
| Имя | Спецификация конфигурации | Модель | Qколичество | Примечания | |
| Аппарат плазменной сварки | DML-V03CD | 1 | |||
| Плазменный сварочный аппарат | 1 | ||||
| Податчик порошка | 1 | (точная подача порошка с помощью импеллерного механизма) | |||
| Понижающий клапан давления аргона | 0-25 | yqAr-731L | 2 | Плавающий мяч | |
| Ножной переключатель управления | 1 | ||||
| Резервуар охлаждающей воды | 1 | (2P холодильная установка) | |||
| ящик для инструментов | 1 | Включая обычные аксессуары | |||
| Iинструкции | 1 | ||||
| Гарантийный талон | 1 | ||||
| Колпачок диммирования | 1 | ||||
| Gкруглая проволока | 1 | ||||
| Газовый шланг | M | В соответствии с реальными потребностями пользователей | |||
Разница между плазмосварочным аппаратом DuoMu и плазмосварочными аппаратами, представленными на рынке.
Источник питания сварочного аппарата:В настоящее время большинство представленных на рынке аппаратов для плазменной сварки порошковых пакетов являются мощными, что в определенной степени обусловлено проблемой обеспечения питания плазмы. В настоящее время конструкция мощных аппаратов для плазменной сварки порошковых пакетов в основном состоит из двух типов аппаратов: большого и малого мощности, обеспечивающих дуговой разряд, и мощного аппарата, обеспечивающего дуговой разряд. Аппарат для плазменной сварки порошковых пакетов DuoMu решает указанные проблемы, используя систему питания на основе чистой плазмы, имеет малые размеры, легкий вес и подходит для любых задач.
Плазменный факел:В настоящее время большинство представленных на рынке плазменных сварочных пистолетов имеют внешнюю систему подачи порошка, а рукоятка сварочного пистолета также изготовлена из обычных материалов, что легко может привести к засорению порошком или утечке тока в процессе использования, серьезно влияя на нормальные производственные потребности и безопасность пользователей. Плазменный сварочный пистолет DuoMu использует встроенную систему подачи порошка, а рукоятка изготовлена из полиэтиленового изоляционного материала, что позволяет решить ряд проблем. Недостаточная пропускная способность сварочного пистолета не позволяет обеспечить полную загрузку аппарата.
Податчик порошка:В настоящее время в представленных на рынке плазменно-сварочных аппаратах используется скребковый тип подачи порошка. Этот метод подачи порошка легко приводит к неравномерной подаче и засорению порошком, что негативно сказывается на нормальном производстве. В плазменно-сварочных аппаратах DuoMu используется самая передовая технология подачи порошка импеллерного типа, которая позволяет точно контролировать размер и скорость подачи порошка, тем самым преодолевая указанные проблемы.
Случаи
Источник питания сварочного аппарата:В настоящее время большинство представленных на рынке аппаратов для плазменной сварки порошковых пакетов являются мощными, что в определенной степени обусловлено проблемой обеспечения питания плазмы. В настоящее время конструкция мощных аппаратов для плазменной сварки порошковых пакетов в основном состоит из двух типов аппаратов: большого и малого мощности, обеспечивающих дуговой разряд, и мощного аппарата, обеспечивающего дуговой разряд. Аппарат для плазменной сварки порошковых пакетов DuoMu решает указанные проблемы, используя систему питания на основе чистой плазмы, имеет малые размеры, легкий вес и подходит для любых задач.
Плазменный факел:В настоящее время большинство представленных на рынке плазменных сварочных пистолетов имеют внешнюю систему подачи порошка, а рукоятка сварочного пистолета также изготовлена из обычных материалов, что легко может привести к засорению порошком или утечке тока в процессе использования, серьезно влияя на нормальные производственные потребности и безопасность пользователей. Плазменный сварочный пистолет DuoMu использует встроенную систему подачи порошка, а рукоятка изготовлена из полиэтиленового изоляционного материала, что позволяет решить ряд проблем. Недостаточная пропускная способность сварочного пистолета не позволяет обеспечить полную загрузку аппарата.
Податчик порошка:В настоящее время в представленных на рынке плазменно-сварочных аппаратах используется скребковый тип подачи порошка. Этот метод подачи порошка легко приводит к неравномерной подаче и засорению порошком, что негативно сказывается на нормальном производстве. В плазменно-сварочных аппаратах DuoMu используется самая передовая технология подачи порошка импеллерного типа, которая позволяет точно контролировать размер и скорость подачи порошка, тем самым преодолевая указанные проблемы.

Поверхность

Круглый рулон