Винтовые движители широко используются во многих отраслях промышленности, например, в развертках кирпича на кирпичных заводах, в шнековых питателях в центрифугах для разделения твердой и жидкой фаз, в шнековых питателях экструдеров и т. д.
На поверхности деталей трения наплавляют слой тайваньского золота со специальными свойствами, целью которого является улучшение поверхности, стойкости к царапинам, коррозии, эрозии, высоким температурам и других комплексных эксплуатационных характеристик, что не только снижает стоимость, но и увеличивает срок службы детали.
Анализ причин износа:Винтовой гребной винт обычно работает в кислотной и щелочной производственной среде, контактирующие с поверхностью материалы имеют твердый и вязкий класс, при длительном процессе подачи поверхность будет подвергаться трению и коррозии, кислотные и щелочные условия также приведут к гальванической коррозии и т. д.
Решения по устранению уязвимости спиральных двигателей — методы восстановления
Поверхности гребных винтов, как правило, изготавливаются методом наплавки. Материалы, используемые для наплавки, подразделяются на четыре основные группы в зависимости от типа сплава: сплавы на основе кобальта, никеля, железа и меди. Эти сплавы изготавливаются в виде электродов, проволоки (включая порошковую проволоку), флюсов (включая флюсы переходного типа) и порошковых сплавов и т.д. Для их изготовления используются ручная дуговая сварка, кислородно-ацетиленовая сварка, аргонодуговая сварка вольфрамовым электродом, сварка под флюсом, плазменная сварка и другие методы наплавки, среди которых мы в основном используем плазменную наплавку.
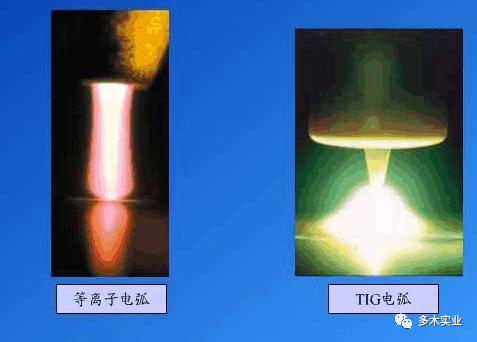
Преимущества плазменной наплавки
Плазменная наплавка благодаря использованию плазменной дуги в качестве источника тепла и использованию легированного порошка в качестве присадочного металла имеет много преимуществ по сравнению с другими методами поверхностной наплавки.
(1) Высокая скорость наплавки, высокая производительность.
(2) Контролируемая глубина плавления, низкая скорость разбавления.
(3) Поверхность наплавки ровная и гладкая, высокой плотности, за один раз можно наплавить поверхность толщиной 0,5-5 мм.
(4) Хорошая стабильность процесса, высококачественный слой напыления, можно в течение длительного времени непрерывно получать стабильный поверхностный слой и поверхность наплавки без пористости, трахомы и других проблем с качеством поверхности.
(5) Приготовление порошкового сплава простое, использование широкого спектра материалов, можно выбрать сварочные порошковые материалы на основе кобальта, никеля, железа, меди и другие, а также можно напрямую формулировать в соответствии с рабочими условиями.
(5)Может быть оснащен специальными машинами, роботами и т. д. в соответствии с требованиями, легко реализовать автоматизацию, снизить трудоемкость.
Система плазменной наплавки для спиральной арматуры — Duomu Products
Этот плазменный станок для спиральной облицовки кирпича специально разработан для развёртки кирпичного завода, оснащен дислокатором, крестом и осциллятором, позволяет осуществлять плоскую и спиральную облицовку и является экономичным оборудованием. В настоящее время, в сфере ремонта кирпичного оборудования в Северном Китае и Западном регионе, клиенты выбирают это оборудование, поскольку оно экономично и высокопроизводительно.

Винтовой плазменный наплавочный станок
Пластиковые винты широко используются при производстве резиновых и пластиковых деталей для машинного оборудования. Этот комплект оборудования широко применяется для ремонта винтов и улучшения поверхностного покрытия, а также для ремонта валов. В области ремонта винтов это оборудование пользуется большим спросом в Чжоушане, Гуандуне и других регионах, и у нас есть постоянная клиентская база.

Горизонтально-вертикальный фуговальный станок
В отрасли разделения твердой и жидкой фаз, учитывая особые условия работы центрифуг, а также особую конструкцию внутренних шнеков, для ремонта и укрепления обычно используются два комплекта оборудования для наплавки. В настоящее время заказчики в соответствующих отраслях весьма довольны этой программой горизонтальной и вертикальной наплавки.









Время публикации: 22 февраля 2024 г.