I. Обзор принципов
Плазменная наплавка — это передовой процесс наплавки, в котором в качестве источника тепла используется водородная плазменная дуга, а в качестве присадочного материала — порошковый сплав. По сравнению с традиционной электросваркой, водородной дуговой сваркой и другими методами наплавки, плазменная порошковая наплавка обладает такими характеристиками, как возможность формования наплавленного слоя, контролируемая глубина расплава, высокая прочность сцепления, хорошая плотность, простота автоматизации и другие, и поэтому является наиболее подходящим методом для предприятий, занимающихся производством клапанов, при подаче заявок на получение лицензии на производство специального оборудования.
Компании, производящие клапаны, подают заявку на получение лицензии на производство специального оборудования (TS) уровня А, при этом соответствующий орган по сертификации требует наличия необходимого оборудования.
Технологический процесс работы оборудования для плазменной порошковой наплавки
(1) Генерация дуги
Внутри оборудования находятся два типа генераторов дуги, подающих, соответственно, непереходную и переходную дугу. Отрицательные полюса двух источников питания соединены параллельно и подключены к голубиному электроду (отрицательный полюс) сварочной горелки кабелем. Положительный полюс источника питания непереходной дуги подключен к соплу горелки через кабель, а положительный полюс источника питания переходной дуги подключен к заготовке также кабелем. Охлаждающая вода подается к сварочной горелке по водоохлаждаемым кабелям для охлаждения сопла и электрода. Водород поступает в горелку через электромагнитный клапан и поплавковый расходомер. При включении источника питания непереходная дуга зажигается высокочастотной искрой. Затем непереходная дуга зажигается проводящим путем, создаваемым пламенем непереходной дуги между голубиным электродом и заготовкой. После зажигания переходной дуги можно поддерживать или прерывать непереходную дугу.
Сохранение или обрезка непереносной дуги. Основное применение переносной дуги на поверхности заготовки для образования расплавленной ванны.
(2) выход сварочного порошка
Порошок сплава непрерывно подается из порошкового питателя в необходимом количестве и с помощью потока воздуха для подачи порошка (обычно водорода) подается в сварочную горелку, где продувается в дугу. Порошок сплава в дуговой колонне предварительно нагревается до расплавленного или полурасплавленного состояния, распыляется в расплавленную ванну заготовки, полностью расплавляется и выгружается.
Бассейн полностью расплавился, газ вышел наружу, и шлак всплыл.
(3) Настройка параметров
Путем регулирования тока передающей и непередающей дуги, количества подаваемого порошка и других параметров технологического процесса контролируется плавление порошка сплава и тепло, передаваемое заготовке. Благодаря относительному перемещению сварочной горелки и заготовки расплавленная ванна сплава постепенно затвердевает, образуя на заготовке желаемый слой сплава.
На заготовке получается желаемый слой сплава.
Характеристики процесса плазменной порошковой наплавки
Плазменная наплавка, благодаря использованию плазменной дуги в качестве источника тепла и применению порошка сплава в качестве присадочного металла, имеет множество преимуществ по сравнению с другими методами поверхностной наплавки.
По сравнению с другими методами облицовки поверхностей, этот метод имеет множество преимуществ.
• (1) высокая скорость нанесения покрытия, высокая производительность.
• (2) Контролируемая глубина плавления, низкая степень разбавления.
• (3) Поверхность плоская и гладкая, высокая плотность, позволяет получить поверхность толщиной 0,5-5 мм за один раз.
• (4) Процесс стабилен, качество сварочного слоя при распылении высокое, можно долгое время непрерывно получать стабильный наплавленный слой, а поверхность наплавки не имеет пор, пористости, трахомы и других проблем с качеством наплавки.
• (5) Приготовление порошка сплава простое, используется широкий спектр материалов, можно выбрать сварочные материалы на основе сверла, на основе цзинь, на основе железа, на основе меди, и можно непосредственно составлять рецептуру в соответствии с условиями работы.
• (6) Его можно оснастить специальными машинами и роботами в соответствии с требованиями, что позволяет легко реализовать автоматизацию и снизить трудозатраты.
II. Состав оборудования
Оборудование в основном состоит из аппарата плазменной порошковой сварки и автоматического сварочного инструмента (опционально).
1. Аппарат для плазменной порошковой наплавки
Наша компания производит три типа установок плазменной порошковой наплавки: DML-V02BD (100A), DML-V03AD (160A), DML-V03BD (300A). Мощность варьируется в зависимости от реальных условий эксплуатации. В качестве основного источника питания используется высокоинтегрированная система.
Система питания основного блока имеет высокоинтегрированную конструкцию, отличается превосходными характеристиками и малыми габаритами, а в холодильном баке установлен мощный компрессор, который позволяет поддерживать постоянную температуру охлажденной воды в течение длительного времени, обеспечивая непрерывную работу в течение продолжительного периода.
Это позволяет поддерживать постоянную температуру охлажденной воды в течение длительного времени и обеспечивать длительную непрерывную работу.

Рис. 1. Интеграция нескольких установок плазменной порошковой наплавки.
2. Автоматические машины для обработки поверхности
Для обработки уплотнительных поверхностей клапанов наша компания разработала ряд специальных шлифовальных станков, применимых для эксцентриковых задвижек, вентилей, шаровых кранов, вентилей, регулирующих клапанов и других клапанов общего назначения, и используется на Шанхайском заводе клапанов.
ООО и десятки производителей клапанов, таких как Zhejiang Lianda Valve Group Co.
Специализированная машина использует принцип позиционирования в целом и механического манипулятора, оснащенного шаговым двигателем (опционально серводвигателем), линейным направляющим, маятником и устройством слежения за дуговым давлением.
Станок оснащен шаговым двигателем (опционально серводвигателем), линейными направляющими, маятником, устройством слежения за давлением дуги (опционально) и т. д., что обеспечивает точность перемещения и низкий уровень вибрации. Специализированная система управления станком на основе ПЛК, встроенная в него.
Разнообразные программы нанесения покрытий, позволяющие программировать различные сложные изделия, проще в эксплуатации, чем обычные системы ЧПУ.
Кроме того, по требованию заказчика может быть добавлена система ЧПУ. Вращательный механизм приводится в движение прецизионным опорным механизмом вращения, обладающим высокой несущей способностью и высокой точностью вращения.
Вращательный механизм приводится в движение прецизионным механизмом опоры вращения с высокой несущей способностью и высокой точностью вращения, а управление осуществляется серводвигателем, что обеспечивает точность угла поворота.
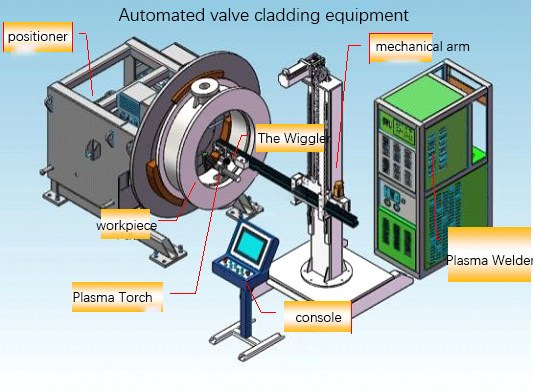
Рис. 2. Схема конструкции автоматической машины для нанесения облицовочных материалов с клапанами.
III. Эффективные фотографии

Рис. 3. Часть фотографий облицовки уплотнительной поверхности клапана.
Дата публикации: 28 октября 2024 г.