I. 原則の概要
プラズマクラッディングは、水素プラズマアークを熱源とし、粉末合金を充填材として使用する先進的なクラッディングプロセスです。従来の電気溶接、水素アーク溶接などのクラッディング方法と比較して、プラズマ粉末クラッディングはクラッディング成形が可能で、溶融深さを制御でき、高い接着性、良好な密度、自動化の容易さなどの特徴を備えているため、バルブ企業が特殊設備製造許可を申請するのに最も適した方法と言えます。
バルブ会社が特殊機器製造許可(TS)Aレベルの認証を申請する場合、関連する認証部門は必要な機器を要求する。
プラズマ粉末クラッディング装置のワークフロー
(1)アーク発生
装置内部には、非移行アークと移行アークをそれぞれ供給する2種類のアーク発生器があります。2つの電源の負極は並列に接続され、ケーブルを介して溶接ガンのダブ電極(負極)に接続されています。非移行アーク電源の正極はケーブルを介して溶接ガンのノズルに接続され、移行アーク電源の正極はケーブルを介してワークピースに接続されています。冷却水は水冷ケーブルを介して溶接ガンに供給され、ノズルと電極を冷却します。水素ガスは電磁弁とフロート流量計を介して溶接ガンに供給されます。電源がオンになると、高周波スパークによって非移行アークが点火されます。その後、ダブ電極とワークピースの間に非移行アークの炎によって形成された導電経路によって非移行アークが点火されます。移行アークが点火された後、非移行アークを維持または遮断することができます。
非移行アークを保持するか、または切断する。移行アークの主な用途は、ワークピース表面に溶融池を生成することである。
(2)溶接粉末の生産量
合金粉末は、粉末供給装置によって必要量に応じて連続的に供給され、粉末供給用気流(一般的には水素)の助けを借りて溶接トーチに送られ、アーク中に吹き込まれる。アーク柱内の合金粉末は予熱され、溶融状態または半溶融状態となり、ワークピースの溶融池に噴霧され、溶融池内で完全に溶融して排出される。
溶融池は完全に溶け、ガスが排出され、スラグが浮上する。
(3)パラメータ調整
移行アーク電流と非移行アーク電流、粉末供給量などのプロセス仕様パラメータを調整することにより、合金粉末の溶融とワークピースへの熱伝達を制御する。溶接トーチとワークピースの相対的な動きによって、合金溶融プールが徐々に凝固し、ワークピース上に所望の合金堆積層が形成される。
加工物上に所望の合金層が得られる。
プラズマ粉末クラッディングプロセスの特徴
プラズマアークを熱源として、合金粉末を充填材として用いるプラズマクラッディングは、他の表面クラッディング方法と比較して多くの利点がある。
他の表面被覆方法と比較して、多くの利点がある。
・(1)高速クラッディング、高生産性。
・(2)制御可能な溶融深さ、低希釈率。
・(3)表面は平坦で滑らかで高密度であり、一度に0.5~5mmの表面を実現できます。
・(4)プロセスの安定性が良好で、溶射溶接層の品質が高く、安定した表面層を長時間連続して得ることができ、表面に気孔がなく、表面に気孔、トラコーマなどの表面品質の問題がない。
• (5) 合金粉末の準備は簡単で、幅広い材料を使用できます。ドリルベース、金ベース、鉄ベース、銅ベースの粉末溶接消耗品を選択して使用でき、作業条件に応じて直接配合できます。
・(6)要件に応じて特殊な機械やロボットを装備することができ、自動化を容易に実現し、労働強度を軽減することができます。
II. 機器構成
本装置は主にプラズマ粉末溶接機と自動溶接ツール(オプション)で構成されています。
1. プラズマ粉末表面溶接機
当社は、プラズマ粉末クラッディング装置をDML-V02BD(100A)、DML-V03AD(160A)、DML-V03BD(300A)の3種類製造しており、出力は大小様々で、実際の作業条件に応じて選択できます。ホスト電源は高度に統合された
本体の電源部は、高度に統合された設計を採用し、優れた性能と小型化を実現しています。また、冷凍タンクには高出力コンプレッサーが搭載されており、冷水を長時間一定温度に保つことができ、長時間の連続運転を保証します。
冷水を長時間一定温度に保つことができ、長時間の連続運転のニーズに対応できます。

図1 複数のプラズマ粉末クラッディング装置の統合
2.自動表面処理機
バルブシール面の研磨に関して、当社は偏心バタフライバルブ、ゲートバルブ、ボールバルブ、グローブバルブ、調整バルブ、その他汎用バルブに適用可能な様々な特殊研磨機を開発し、上海バルブ工場株式会社で採用されています。
Ltd.や、浙江聯達弁集団有限公司などの数十の弁メーカー。
本特殊機械は、全体位置決め装置とメカニカルアーム方式を採用し、ステッピングモーター(オプションでサーボモーター)、リニアスライド、振り子、円弧圧力追跡装置を備えています。
本機は、ステッピングモーター(オプションでサーボモーター)、リニアスライドレール、振り子、アーク圧力追跡装置(オプション)などを装備しており、移動精度が高く振動が小さい。専用の機械制御システムはPLCシステムを使用し、内蔵されている。
多様なクラッディングプログラムをプログラムでき、様々な複雑な製品に対応可能で、通常のCNCシステムよりも操作が容易です。
さらに、お客様のご要望に応じてCNC制御システムを追加することも可能です。回転機構は、高い耐荷重性と高い回転精度を備えた精密回転支持機構によって駆動されます。
回転機構は、高耐荷重性と高精度回転機構を備えた精密回転支持機構によって駆動され、サーボモーターによって制御されるため、回転角度が正確になります。
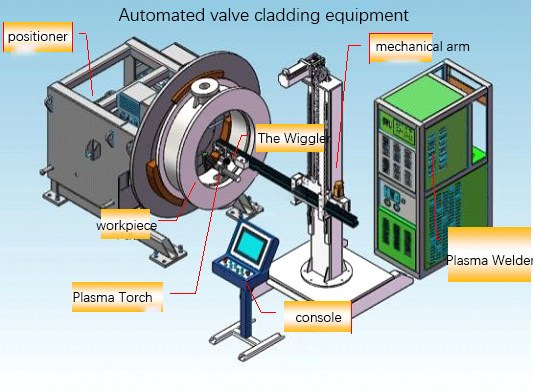
図2 バルブ自動クラッディング機の参考設計図
III. 効果的な写真

図3 バルブシール面被覆材の一部写真
投稿日時:2024年10月28日