I. Przegląd zasad
Napawanie plazmowe to zaawansowany proces napawania, który wykorzystuje łuk plazmowy wodorowy jako źródło ciepła oraz stop proszkowy jako materiał wypełniający. W porównaniu z tradycyjnym spawaniem elektrycznym, spawaniem łukiem wodorowym i innymi metodami napawania, napawanie plazmowo-proszkowe oferuje formowanie, możliwość kontrolowania głębokości stopu, wysoką przyczepność, dobrą gęstość, łatwość automatyzacji i inne cechy, dzięki czemu jest to również najbardziej odpowiedni proces dla producentów zaworów, którzy mogą ubiegać się o licencję na produkcję specjalistycznego sprzętu.
Firmy produkujące zawory starają się o uzyskanie licencji na produkcję specjalistycznego sprzętu (TS) na poziomie A, a odpowiedni dział certyfikacji wymaga niezbędnego sprzętu.
Przebieg pracy urządzenia do napawania proszkowego plazmą
(1) Generowanie łuku
Wewnątrz urządzenia znajdują się dwa typy generatorów łuku, wytwarzające odpowiednio łuk nietransferowy i transferowy. Bieguny ujemne obu źródeł zasilania są połączone równolegle i podłączone do elektrody gołębiej (biegun ujemny) uchwytu spawalniczego za pomocą kabla. Zacisk dodatni zasilacza łuku nietransferowego jest podłączony do dyszy uchwytu do układania w stosy za pomocą kabla, a zacisk dodatni zasilacza łuku transferowego jest podłączony do przedmiotu spawanego za pomocą kabla. Woda chłodząca jest doprowadzana do uchwytu spawalniczego za pomocą chłodzonych wodą kabli w celu schłodzenia dyszy i elektrody. Wodór dostaje się do uchwytu spawalniczego przez zawór elektromagnetyczny i przepływomierz pływakowy. Po włączeniu zasilania łuk nietransferowy jest zapalany iskrą o wysokiej częstotliwości. Łuk nietransferowy jest następnie zapalany przez ścieżkę przewodzącą utworzoną przez płomień łuku nietransferowego między elektrodą gołębiej a przedmiotem spawanym. Po zapaleniu łuku transferowego może on zostać podtrzymany lub wyłączony.
Zachowaj lub odetnij łuk nietransferowy. Głównym zastosowaniem łuku transferowego na powierzchni przedmiotu obrabianego jest wytworzenie jeziorka stopionego metalu.
(2) wydajność proszku spawalniczego
Proszek stopowy jest dostarczany w sposób ciągły przez podajnik proszku w wymaganej ilości i przesyłany do palnika spawalniczego za pomocą strumienia powietrza (zazwyczaj wodoru) i wdmuchiwany do łuku. Proszek stopowy w kolumnie łukowej jest wstępnie podgrzewany, w stanie stopionym lub półstopionym, rozpylany do jeziorka stopowego przedmiotu obrabianego, a następnie całkowicie topiony i odprowadzany.
basen ulega całkowitemu stopieniu, gaz zostaje uwolniony, a żużel wypływa na zewnątrz.
(3) Regulacja parametrów
Poprzez regulację prądu łuku transferowego i nietransferowego, ilości podawanego proszku i innych parametrów specyfikacji procesu, można kontrolować stopiony proszek i ciepło przekazywane do przedmiotu obrabianego. Dzięki względnemu ruchowi palnika spawalniczego i przedmiotu obrabianego, jeziorko stopu stopniowo krzepło na przedmiocie obrabianym, uzyskując pożądaną warstwę osadu stopu.
Na obrabianym przedmiocie uzyskuje się pożądaną warstwę stopu.
Charakterystyka procesu napawania plazmowego proszkiem
Napawanie plazmowe powstaje w wyniku wykorzystania łuku plazmowego jako źródła ciepła oraz proszku stopowego jako spoiwa, co ma wiele zalet w porównaniu z innymi metodami napawania powierzchniowego.
W porównaniu z innymi metodami pokrywania powierzchni, ma ona wiele zalet.
• (1)szybka prędkość okładzin, wysoka wydajność.
• (2) Kontrolowana głębokość topnienia, niski stopień rozcieńczenia.
• (3) Powierzchnia powierzchni jest płaska i gładka, o dużej gęstości, można jednorazowo uzyskać powierzchnię o grubości 0,5–5 mm.
• (4) Stabilność procesu jest dobra, jakość warstwy spawania natryskowego jest wysoka, możliwe jest długotrwałe, ciągłe uzyskiwanie stabilnej warstwy powierzchniowej oraz powierzchni bez porowatości, bez porowatości, jaglicy i innych problemów z jakością powierzchni.
• (5) przygotowanie proszku stopowego jest proste, można stosować szeroką gamę materiałów, można wybrać materiały eksploatacyjne do spawania na bazie wiertła, Jin, żelaza lub miedzi, a ich skład można bezpośrednio dostosować do warunków pracy.
• (6) Można go wyposażyć w specjalistyczne maszyny i roboty zgodnie z potrzebami, co ułatwia automatyzację i zmniejsza pracochłonność.
II. Skład sprzętu
Sprzęt składa się głównie ze spawarki plazmowo-proszkowej i automatycznych narzędzi spawalniczych (opcjonalnie).
1. Spawarka plazmowo-proszkowa
Nasza firma produkuje łącznie trzy rodzaje maszyn do napawania plazmowego: DML-V02BD (100 A), DML-V03AD (160 A), DML-V03BD (300 A). Moc urządzenia jest duża i mała, dobierana w zależności od rzeczywistych warunków pracy. Zasilacz hosta jest wysoce zintegrowany.
Zasilacz hosta charakteryzuje się wysoce zintegrowaną konstrukcją, doskonałą wydajnością i małą objętością, a zbiornik chłodniczy jest wyposażony w sprężarkę o dużej mocy, która może utrzymywać schłodzoną wodę w stałej temperaturze przez długi czas, gwarantując ciągłą pracę przez długi czas.
Może utrzymać stałą temperaturę schłodzonej wody przez długi czas i zapewnić długotrwałą, ciągłą pracę.

Rys. 1 Integracja wielu urządzeń do napawania plazmowego proszkiem
2.Automatyczne maszyny do obróbki powierzchni
W celu obróbki powierzchni uszczelniających zaworów nasza firma opracowała szereg specjalistycznych maszyn do obróbki powierzchni, mających zastosowanie do mimośrodowych zaworów motylkowych, zaworów zasuwowych, zaworów kulowych, zaworów grzybkowych, zaworów regulacyjnych i innych zaworów ogólnego przeznaczenia w terenie. Świadczymy usługi w Shanghai Valve Factory Co.
Ltd. i dziesiątki producentów zaworów, takich jak Zhejiang Lianda Valve Group Co.
Specjalistyczna maszyna wykorzystuje ogólny pozycjoner i ramię mechaniczne z silnikiem krokowym (opcjonalnie serwosilnikiem), prowadnicą liniową, wahadłem i urządzeniem śledzącym ciśnienie łuku.
Maszyna jest wyposażona w silnik krokowy (opcjonalnie serwomotor), liniową szynę ślizgową, wahadło, układ śledzenia ciśnienia łuku (opcjonalnie) itp., co zapewnia precyzję ruchu i niskie drgania. Specjalistyczny system sterowania maszyną wykorzystuje wbudowany sterownik PLC.
Różnorodne programy do powlekania można zaprogramować dla różnych skomplikowanych produktów, są łatwiejsze w obsłudze niż zwykłe systemy CNC.
Dodatkowo, zgodnie z wymaganiami klienta, istnieje możliwość dodania systemu sterowania CNC. Mechanizm obrotowy napędzany jest przez precyzyjny mechanizm podtrzymujący, który charakteryzuje się wysoką nośnością i dokładnością obrotową. Mechanizm obrotowy napędzany jest przez precyzyjny mechanizm podtrzymujący.
Mechanizm obrotowy napędzany jest precyzyjnym mechanizmem podtrzymującym obrót, charakteryzującym się dużą nośnością i wysoką precyzją obrotową. Sterowany jest silnikiem serwo, co zapewnia dokładny kąt obrotu.
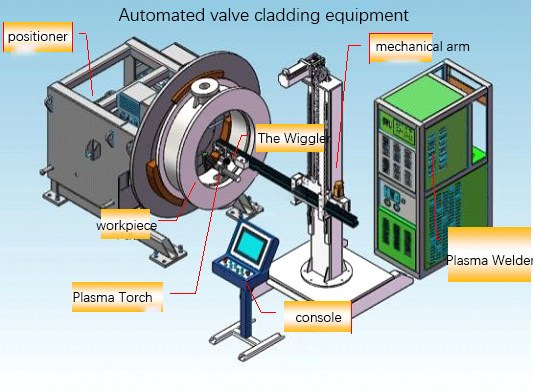
Rys.2 Schemat referencyjny automatycznej maszyny do nakładania powłok zaworowych
III. Efektywne zdjęcia

Rys.3 Zdjęcia fragmentu powłoki uszczelniającej zaworu
Czas publikacji: 28-10-2024