製品
-

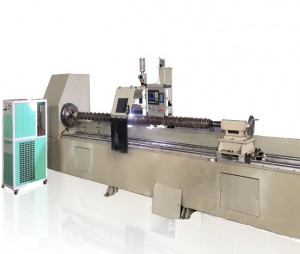
DYY-LC501 レーザークラッディング&PTAクラッディングマシン(シャフト補修および円筒形部品用)
この装置は、ハイエンドのハイブリッド処理システムであり、レーザークラッディングそしてプラズマアーク(PTA)クラッディング単一のプラットフォームに統合することで、2つの高度な表面処理技術を迅速に切り替えることが可能になり、安定した動作と最大限のプロセス柔軟性を実現します。
モジュール設計とインテリジェント制御システムを搭載した本装置は、高効率、高コーティング密度、低希釈率、そして優れた冶金学的結合を実現します。これにより、重要部品の耐摩耗性、耐腐食性、高温性能、および疲労強度が大幅に向上し、高付加価値の再製造および表面処理用途に最適なソリューションとなります。
このシステムは、スタビライザー、プランジャー、ドリルパイプ、モーターシャフト、その他同様の工業部品など、円筒形および軸状のワークピースに特に適しています。
-

中小型部品用ガントリー式レーザークラッディングマシン
中型・小型金属部品向けに設計されたガントリー式レーザー肉盛り機。修理や表面処理に最適で、高精度、低希釈、強力な金属結合を実現します。耐久性の向上、コスト削減、耐用年数の延長に貢献します。
-

3kWの手持ち式/ポータブルレーザー肉盛り機
3kWのハンドヘルド型レーザー肉盛り装置は、非常に柔軟で持ち運びやすいソリューションです。大型または固定されたワークピースを分解して専用の加工工場まで運搬する必要がなくなり、工場、鉱山、油田、船舶など、現場で直接修理や加工を行うことができます。これにより、ダウンタイムと物流コストを大幅に削減できます。
このシステムはモジュール設計を採用しているため、輸送や設置が容易で、複雑な環境や遠隔地(洋上プラットフォームや現場作業など)にも迅速に対応できます。様々なサイズや形状のワークピースに対応可能で、特に圧延機ロール、タービンブレード、大型金型など、移動が困難な、あるいは移動に費用がかかる重機に最適です。
-

自動レーザー肉盛り機
全自動レーザー肉盛装置は、レーザーによって金属粉末を溶融し、基材表面に堆積させて耐摩耗性や耐腐食性を向上させる肉盛層を形成する、高精度かつ高効率な表面処理装置です。この種の装置は、航空宇宙、自動車製造、金型修理、石油化学などの産業で広く使用されています。
-

ボールバルブ式自動溶接装置 DQF-LC602
球形バルブのクラッディング用に設計された自動溶接装置。独自の球形バルブクラッディング制御システムにより、システム全体で6軸の動作を制御し、ボタン一つで自動球形バルブクラッディングを実現します。
-

切断ピック付き自動レーザー肉盛装置 DJC-LC305
切削ピック溶接装置は、鉱山用切削ピックの表面クラッディング用に特別に設計されたモデルです。設置面積が小さく、一体型の密閉設計で、外観も魅力的です。溶接状況を確認できる視覚的な観察窓、シンプルなPLC制御システム、ワンボタン自動クラッディング起動機能を備えており、オペレーターの操作性を向上させています。シングルワークステーションとダブルワークステーションの両方に対応したカスタマイズサービスを提供可能です。
-

刃物用レーザー肉盛り機
これは、刃物の修理および再生用に設計された、高性能な自動レーザー肉盛り加工機です。
このレーザー溶接機は、主要な国際的「6軸産業用ロボット」をコア動作プラットフォームとして採用し、高エネルギー密度の「ファイバーレーザー」と「自動粉末供給システム」を統合することで、多角度・多方向の空間クラッド加工を実現しています。
レーザー溶接機は、高い柔軟性、精度、および安定性を備えているため、航空機エンジンのブレード、平刃、精密切削工具などの複雑な曲面部品の修理や補強に特に適しています。
-

DNC2000平面プラズマ表面処理システム
このPTA溶接自動システムは、プラズマ電源、制御コンソール、および工具の3つの部分で構成されており、主にブレード、収穫ブレード、ハンマーミルブレード、ブレーキバルブ、ゲートバルブ、バルブプレートなどの平面形状のワークピースのPTA溶接に使用されます。
-

DJC-LC305 自動切断ピック式プラズマクラッディング装置
機械式歩行機構は、輸入リニアガイドレールを採用し、ステッピングモーターで駆動します。これにより、伝達クリアランスが小さく、剛性が高く、安定した信頼性の高い動作を実現し、組み込みも容易です。
-

高集積型一体型プラズマ粉末溶接機(DML-V03BD)
Dml-v03bdは、プラズマアーク電源、本体電源、高出力冷却水タンク、粉末供給コントローラーを統合した、高度に統合された高出力プラズマ粉末溶接機であり、プログラムによる連動制御を備えています。使いやすく、柔軟性に優れています。
-

ねじ式自動溶接装置 DLG-LC501
この装置は、ねじやシャフトのクラッド溶接のニーズに合わせて特別に設計されています。高精度サーボドライブとインテリジェント溶接プロセスライブラリを統合した完全自動PLC制御システムを採用し、外径部品、ねじ、らせん状ブレードなど、幅広い用途に対応します。適応型アーク電圧追跡技術を搭載し、高い安定性を確保するとともに、ボタン一つでアーク溶接、MIG溶接、TIG溶接をシームレスに切り替えられます。コンパクトな水平構造設計とモジュール式コラムシステムにより、製品プロセスへの迅速な調整が可能です。装置のサイズに応じて様々な仕様をご用意しており、カスタマイズサービスも提供しています。
-
DLG-NC401 自動ねじ溶接機
プラズマ粉末肉盛溶接は、アルゴンプラズマアークを熱源とし、粉末合金を充填材として用いる先進的な肉盛溶接技術です。電気溶接やアルゴンアーク溶接といった従来の肉盛溶接方法と比較して、プラズマ粉末肉盛溶接は、肉盛形状が良好で、浸透度を制御でき、密着性が高く、密度が高く、自動化が容易であるといった特徴があります。そのため、バルブ企業が特殊設備製造許可(TS)A級認証を申請する際に、関係認証機関が要求する必須設備でもあります。











