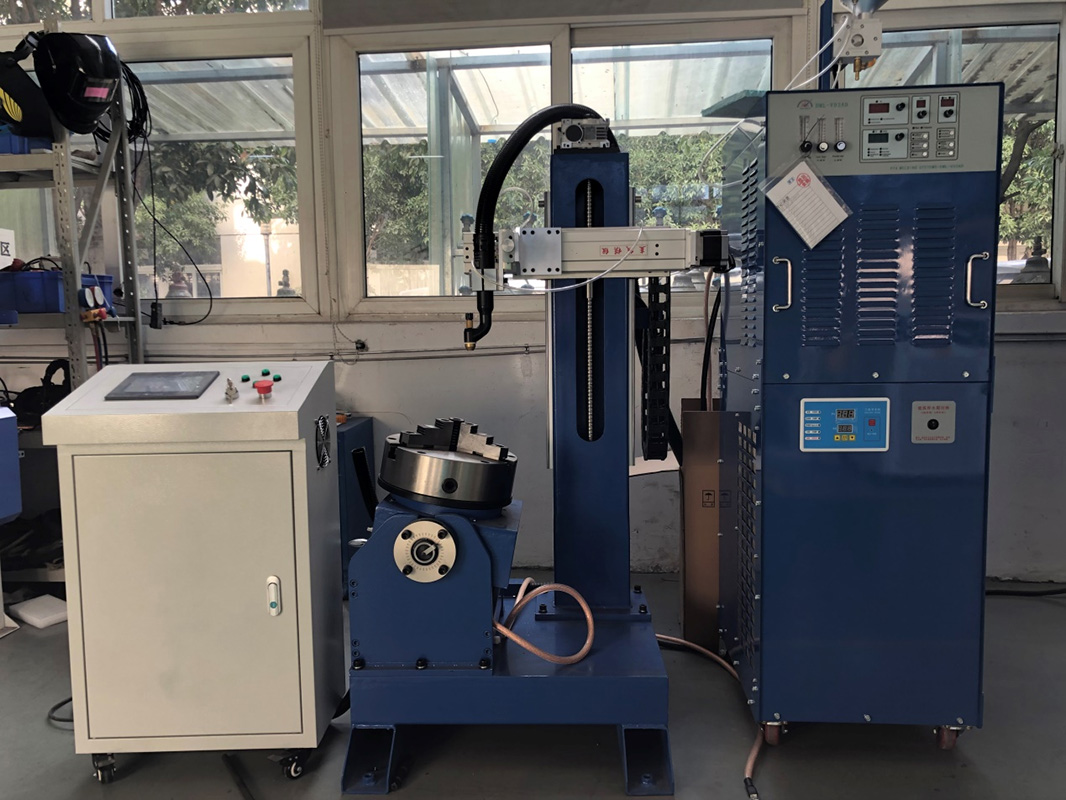
統合型多機能プラズマ粉末溶接機(DML-V03AD)




多機能構成
1.プラズマ粉末表面処理
2.プラズマアーク溶接
2. 精密パルス溶接(レーザー溶接を模倣)
3.精密アルゴン溶接
特徴
1.DSPデジタル処理技術を採用し、高速かつ高精度な制御を実現しています。
2.高精度:最大2Aの小電流、安定したアーク放電。
3.チョッパー技術、広範囲の電流出力制御、プラズマ2A~160A、精密アルゴン溶接2A~200A、安定した出力。
4. 高電圧設計により、溶接機のアーク始動がスムーズになります。
5.高電圧設計により、アークの剛性と長さが確保されます。
6. 小型アーク電流により損失が低減され、溶接ガンの負荷が軽減され、エネルギー消費が削減されます。
7. 主アーク電源と寸法アーク電源の統合設計は、構造がシンプルで故障率が低い。
8. 粉体供給システムはホストマシンと連動しており、粉体供給は前も後も設定でき、時間も調整可能です。
9.さまざまな信号保護により、溶接機と溶接ガンが正常な状態でのみ使用されることを保証し、水がない、または水循環がガンを焼損する現象を排除します。
10. 高出力冷凍、1.5p高効率コンプレッサー冷凍により、高温環境下でも長期にわたり安定した動作を保証します。
11. 多機能:粉体表面処理、レーザー溶接、精密アルゴン溶接により、さまざまな作業要件に対応できます。
12.デジタル通信ポート、溶接のリモート制御が可能(オプション)。
13.さまざまな溶接ガンを選択でき、手持ち溶接ガンを装備することで、現場での表面処理、修理などの作業を実現でき、便利で柔軟性があり、高効率です。
プラズマ表面処理の利点
1. 結果は、被覆合金層がワークピース基板と冶金的に結合しており、結合強度が高いことを示している。
2. 被覆速度が速く、希釈率が低い。
3.表面層は緻密な構造と美しい外観を有する。
4. 複雑な前処理工程を経ることなく、腐食や油分が付着した金属部品の表面に直接プラズマ表面処理を施すことができます。
5. 表面処理工程は機械化と自動化が容易である。
6他のプラズマ溶射溶接装置と比較して、本装置は構造がシンプルで、省エネで、操作が簡単で、メンテナンスも容易です。
溶接パラメータ
| 主な技術パラメータとモデル | DML-V03AD | ||||
| イオン溶接 | アルゴン溶接 | ||||
| 連続溶接 | パルス溶接 | 連続溶接 | パルス溶接 | ||
| 次元アーク電流(a) | 3-20 | ||||
| 溶接電流(a) | 2-160 | 2-200 | 2-160 | 2-200 | |
| ベース電流(a) | 2-160 | 2-160 | |||
| 現在の立ち上がり時間(秒) | 0.0~5.0 | 0.0~5.0 | |||
| 現在の落下時間(秒) | 0.0~5.0 | 0.0~5.0 | |||
| パルス溶接時間(ミリ秒) | 1-999 | 1-999 | |||
| 溶接間隔(MS) | 10-999 | 10-999 | |||
| 粉末供給開始時間(秒) | 0-5 | ||||
| 粉末供給遅延時間(秒) | 0-5 | ||||
| 初期火薬破砕時間(秒) | 0-5 | ||||
| 遅延粉体破砕時間(秒) | 0-5 | ||||
| ガス保護時間(秒) | 1-20 | 1-20 | |||
| 入力電圧(V) | 三相380V、50Hz交流 | ||||
| 定格入力電力容量(kVA) | 9.2 | ||||
| 冷却能力(W) | 3900 | ||||
| 負荷継続時間(%) | 60% | ||||
| 冷却水の定格流量(M³/h) | 1 | ||||
| 冷却水の定格揚程 M | 15 | ||||
| 体重(kg) | 152 | ||||
| 全体寸法(mm) | 700×490×1510 | ||||
製品用途
1. 鉄鋼、石炭産業:冷間(熱間)ロール、中溝、耐摩耗鋼板、ピックなど
2. 電力、セメント産業:蒸気タービンブレード、研削ローラーなど
3. 石油・化学工業:ドリルパイプ、ドリルビット、バルブなどの表面処理
4. 建設機械、鉱山機械産業:シールドマシンの回転式掘削歯、ローラースプロケット、掘削機バケット歯、クローラーシューなど。
5農業機械:ロータリー耕うん機の刃など
PTA溶接電源V03AD(自動機能付き)


PTA溶接システムのカスタマイズカラー(V03AD搭載)