レーザークラッディングの原理と概要
クラッディング工程:レーザークラッディングは、クラッディング材料の供給方法によって、プリセットレーザークラッディングと同期レーザークラッディングの2つのカテゴリーに大別できます。
プレセットレーザークラッディングとは、基板表面のクラッディング部分にあらかじめクラッディング材を配置し、レーザービーム照射によって走査・溶融させる方法です。クラッディング材は粉末状またはワイヤー状で添加されますが、粉末状が最も一般的に使用されます。
同期レーザー肉盛溶接とは、肉盛溶接工程中に、粉末状またはワイヤ状の肉盛材をノズルを通して溶融池に同期的に供給する方式である。肉盛材は粉末状またはワイヤ状で供給されるが、粉末状が最も一般的に用いられる。
プリセットレーザークラッディングの主な工程は、基板クラッディング表面の前処理→プリセットクラッディング材料→予熱→レーザークラッディング→後熱処理です。
同期レーザー肉盛の主な工程の流れは、基板肉盛表面の前処理→予熱→同期レーザー肉盛→後熱処理です。
工程フローによると、レーザークラッディングに関連する工程は、主に基板表面の前処理方法、クラッディング材料の供給方法、予熱および後熱処理である。
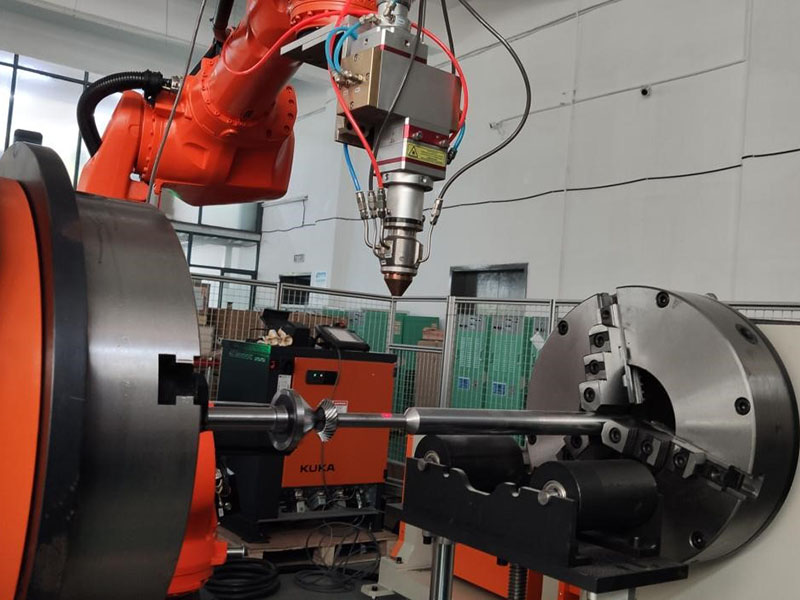
レーザーの動作原理:
レーザー肉盛溶接装置一式は、レーザー、冷却装置、粉末供給機構、加工テーブルなどで構成されています。
レーザーの選択:主流のレーザータイプは、CO2レーザー、固体レーザー、ファイバーレーザー、半導体レーザーなど、レーザークラッディングプロセスをサポートしています。
プロセスパラメータ
レーザー肉盛溶接のプロセスパラメータには、主にレーザー出力、スポット径、肉盛速度、デフォーカス量、粉末供給速度、走査速度、予熱温度などが含まれます。これらのパラメータは、肉盛層の希釈率、亀裂、肉盛部品の表面粗さ、緻密性に大きな影響を与えます。また、これらのパラメータは互いに影響し合うため、非常に複雑なプロセスとなります。したがって、レーザー肉盛溶接プロセスの許容範囲内でこれらのパラメータを制御するには、適切な制御方法を用いる必要があります。
レーザー肉盛溶接には3つの重要なプロセスパラメータがある。
レーザー出力
レーザー出力が大きいほど、溶融する被覆金属の量が多くなり、気孔が発生する確率が高くなります。レーザー出力が増加すると、被覆層の深さが増し、周囲の溶融金属が激しく変動し、動的凝固結晶化が起こるため、気孔の数は徐々に減少し、場合によっては完全に消失し、亀裂も徐々に減少します。被覆層の深さが限界深さに達すると、出力が増加するにつれて、基板の表面温度が上昇し、変形や亀裂現象が激化します。レーザー出力が小さすぎると、表面コーティングのみが溶融し、基板は溶融しません。この場合、被覆層の表面に局所的な亀裂が発生します。ピリング、ボイドなどが発生し、表面被覆の目的が達成されません。
スポット径
レーザービームは一般的に円形である。クラッド層の幅は主にレーザービームのスポット径に依存し、スポット径が大きくなるとクラッド層は広くなる。スポットサイズが異なると、クラッド層表面のエネルギー分布が変化し、得られるクラッド層の形態や微細構造特性が大きく異なる。一般的に、スポットサイズが小さいほどクラッド層の品質は良好であり、スポットサイズが大きくなるにつれてクラッド層の品質は低下する。しかし、スポット径が小さすぎると、大面積のクラッド層を得るのに適さない。[3]
外装材の取り付け速度
クラッディング速度Vはレーザー出力Pと同様の効果を持つ。クラッディング速度が高すぎると、合金粉末完全に溶融せず、高品質のクラッディング効果が得られない。クラッディング速度が低すぎると、溶融池が長時間存在し、粉末が過燃焼し、合金元素が失われ、母材への熱入力が大きくなり、変形量が増加する。
レーザークラッディングのパラメータは、クラッディング層の巨視的および微視的な品質に独立して影響を与えるのではなく、互いに影響し合います。レーザー出力P、スポット径D、クラッディング速度Vの総合的な影響を説明するために、比エネルギーEsの概念が提案されています。すなわち、
Es=P/(DV)
つまり、単位面積あたりの照射エネルギー、およびレーザーなどの要因電力密度そして、被覆速度も併せて考慮することができる。
比エネルギーの低減は希釈率の低減に有効であり、クラッド層の厚さとも一定の関係がある。レーザー出力が一定の場合、スポット径が増加するとクラッド層の希釈率は低下し、クラッド速度とスポット径が一定の場合、レーザービーム出力が増加するとクラッド層の希釈率は上昇する。さらに、クラッド速度が増加すると基板の溶融深さが減少し、基板材料からのクラッド層の希釈率が低下する。
マルチパスレーザークラッディングでは、オーバーラップ率が主な影響要因となります。表面粗さクラッド層について。重ね合わせ率が増加すると、クラッド層の表面粗さは減少しますが、重ね合わせ部分の均一性を確保することは困難です。クラッドトラック間の重ね合わせ領域の深さは、クラッドトラックの中心の深さと異なるため、クラッド層全体の均一性に影響します。さらに、多層クラッドの残留引張応力が重畳されるため、局所的な全応力値が増加し、クラッド層の亀裂感受性が高まります。予熱と焼き戻しを行うことで、クラッド層の亀裂傾向を低減できます。


投稿日時:2023年8月15日