مبدأ التكسية بالليزر ومقدمة
عملية التكسية: يمكن تقسيم التكسية بالليزر تقريبًا إلى فئتين وفقًا لطريقة توريد مواد التكسية، وهما التكسية بالليزر المسبقة والتكسية بالليزر المتزامنة.
تعتمد عملية التكسية بالليزر المسبقة على وضع مادة التكسية على الجزء المراد تكسية سطحه من الركيزة مسبقًا، ثم استخدام شعاع الليزر لمسحها وصهرها. تُضاف مادة التكسية على شكل مسحوق أو سلك، ويُعدّ المسحوق الشكل الأكثر شيوعًا.
تعتمد عملية التكسية بالليزر المتزامنة على إرسال مسحوق أو سلك مواد التكسية إلى حوض المعدن المنصهر بشكل متزامن عبر الفوهة أثناء عملية التكسية. تُضاف مواد التكسية على شكل مسحوق أو سلك، ويُعدّ المسحوق الشكل الأكثر شيوعًا.
تتمثل العملية الرئيسية للتكسية بالليزر المسبقة في: المعالجة المسبقة لسطح التكسية للركيزة --- مادة التكسية المسبقة --- التسخين المسبق --- التكسية بالليزر --- المعالجة الحرارية اللاحقة.
تتمثل عملية التكسية بالليزر المتزامن الرئيسية في: المعالجة المسبقة لسطح التكسية للركيزة --- التسخين المسبق --- التكسية بالليزر المتزامن --- المعالجة الحرارية اللاحقة.
وفقًا لتدفق العملية، فإن العمليات المتعلقة بالتكسية بالليزر هي بشكل أساسي طريقة المعالجة المسبقة لسطح الركيزة، وطريقة تغذية مواد التكسية، والتسخين المسبق والمعالجة الحرارية اللاحقة.
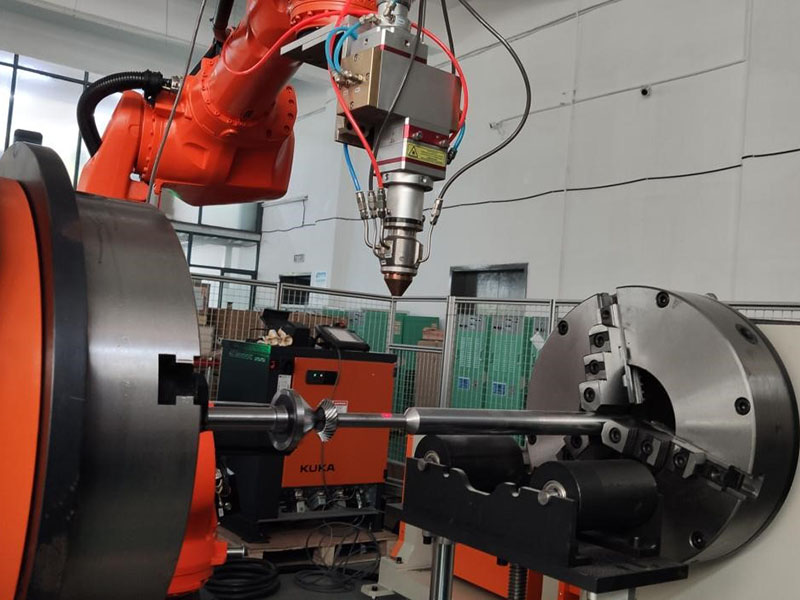
مبدأ عمل الليزر:
تتكون المجموعة الكاملة من معدات التكسية بالليزر من: الليزر، ووحدة التبريد، وآلية تغذية المسحوق، وطاولة المعالجة، وما إلى ذلك.
اختيار الليزر: تدعم أنواع الليزر السائدة عملية التكسية بالليزر، مثل ليزر ثاني أكسيد الكربون، وليزر الحالة الصلبة، وليزر الألياف، وليزر أشباه الموصلات، وما إلى ذلك.
معلمات العملية
تشمل معايير عملية التكسية بالليزر بشكل أساسي قدرة الليزر، وقطر البقعة، وسرعة التكسية، ومقدار عدم التركيز، وسرعة تغذية المسحوق، وسرعة المسح، ودرجة حرارة التسخين المسبق، وغيرها. تؤثر هذه المعايير بشكل كبير على معدل تخفيف طبقة التكسية، والتشققات، وخشونة السطح، وكثافة الأجزاء المكسوة. كما تؤثر هذه المعايير على بعضها البعض، مما يجعل العملية معقدة للغاية، ويتطلب ذلك استخدام أساليب تحكم مناسبة لضمان بقاء هذه المعايير ضمن النطاق المسموح به في عملية التكسية بالليزر.
تتضمن عملية التكسية بالليزر 3 معايير مهمة
قوة الليزر
كلما زادت قدرة الليزر، زادت كمية المعدن المنصهر المستخدم في التكسية، وازداد احتمال وجود المسامية. ومع زيادة قدرة الليزر، يزداد عمق طبقة التكسية، ويتذبذب المعدن السائل المحيط بها بشدة، وتتصلب المادة ديناميكيًا، مما يؤدي إلى انخفاض تدريجي في عدد المسام أو حتى اختفائها، وكذلك الشقوق. وعندما يصل عمق طبقة التكسية إلى الحد الأقصى، ومع زيادة القدرة، ترتفع درجة حرارة سطح الركيزة، وتزداد ظاهرة التشوه والتشقق. أما إذا كانت قدرة الليزر منخفضة جدًا، فإن طبقة التكسية السطحية فقط هي التي تنصهر، ولا تنصهر الركيزة. في هذه الحالة، يحدث تشقق موضعي على سطح طبقة التكسية، وتظهر نتوءات وفراغات، مما يفشل في تحقيق الغرض من التكسية السطحية.
قطر البقعة
يكون شعاع الليزر دائريًا في الغالب. ويعتمد عرض طبقة التغليف بشكل أساسي على قطر بقعة شعاع الليزر؛ فكلما زاد قطر البقعة، زاد عرض طبقة التغليف. وتؤدي أحجام البقع المختلفة إلى تغييرات في توزيع الطاقة على سطح طبقة التغليف، مما ينتج عنه اختلافات كبيرة في مورفولوجيا طبقة التغليف وخصائص بنيتها المجهرية. وبشكل عام، تكون جودة طبقة التغليف أفضل عندما يكون حجم البقعة صغيرًا، بينما تنخفض جودتها مع ازدياد حجم البقعة. ومع ذلك، فإن صغر قطر البقعة بشكل مفرط لا يُساعد على الحصول على طبقة تغليف واسعة المساحة. [3]
سرعة التكسية
تؤثر سرعة التكسية V بشكل مشابه لتأثير قدرة الليزر P. فإذا كانت سرعة التكسية عالية جدًا،مسحوق السبيكةلا يمكن صهرها بالكامل، وبالتالي لا يتحقق تأثير التكسية عالية الجودة؛ وإذا كانت سرعة التكسية منخفضة للغاية، فإن حوض الصهر يبقى لفترة طويلة جدًا، مما يؤدي إلى احتراق المسحوق بشكل مفرط، وفقدان عناصر السبيكة، وزيادة مدخلات الحرارة للمصفوفة، مما يزيد من مقدار التشوه.
لا تؤثر معايير التكسية بالليزر بشكل مستقل على الجودة المجهرية والعيانية لطبقة التكسية، بل تؤثر كل منها على الأخرى. ولتوضيح التأثير الشامل لقدرة الليزر P وقطر البقعة D وسرعة التكسية V، يُقترح مفهوم الطاقة النوعية Es، وهو:
Es=P/(DV)
أي طاقة الإشعاع لكل وحدة مساحة، وعوامل مثل الليزركثافة الطاقةويمكن النظر في سرعة التكسية معًا.
يُعدّ خفض الطاقة النوعية مفيدًا لتقليل معدل التخفيف، كما أنه يرتبط بسماكة طبقة التغليف. ففي ظل ثبات قدرة الليزر، ينخفض معدل تخفيف طبقة التغليف مع زيادة قطر البقعة، بينما يزداد معدل تخفيف طبقة التغليف مع زيادة قدرة شعاع الليزر عند ثبات سرعة التغليف وقطر البقعة. إضافةً إلى ذلك، مع زيادة سرعة التغليف، يقل عمق انصهار الركيزة، وبالتالي ينخفض معدل تخفيف طبقة التغليف من مادة الركيزة.
في عملية التكسية بالليزر متعددة المراحل، يُعد معدل التداخل العامل الرئيسي المؤثرخشونة السطحفي طبقة التكسية، مع ازدياد نسبة التداخل، تقل خشونة سطح طبقة التكسية، لكن يصعب ضمان تجانس الجزء المتداخل. يختلف عمق منطقة التداخل بين مسارات التكسية عن عمق مركز هذه المسارات، مما يؤثر على تجانس طبقة التكسية ككل. علاوة على ذلك، يتراكب إجهاد الشد المتبقي من التكسية متعددة الطبقات، مما يزيد من قيمة الإجهاد الكلي الموضعي ويزيد من حساسية طبقة التكسية للتشقق. يمكن للتسخين المسبق والتطبيع أن يقللا من ميل طبقة التكسية للتشقق.


تاريخ النشر: 15 أغسطس 2023