레이저 클래딩 원리 및 소개
클래딩 공정: 레이저 클래딩은 클래딩 재료 공급 방식에 따라 크게 사전 설정 레이저 클래딩과 동시 레이저 클래딩의 두 가지 범주로 나눌 수 있습니다.
사전 설정 레이저 클래딩은 기판 표면의 클래딩 부분에 클래딩 재료를 미리 배치한 후 레이저 빔을 조사하여 용융시키는 방식입니다. 클래딩 재료는 분말 또는 와이어 형태로 첨가되며, 분말 형태가 가장 일반적으로 사용됩니다.
동기식 레이저 클래딩은 클래딩 공정 중 노즐을 통해 용융 풀에 분말 또는 와이어 형태의 클래딩 재료를 동기적으로 분사하는 방식입니다. 클래딩 재료는 분말 또는 와이어 형태로 첨가되며, 그중 분말 형태가 가장 일반적으로 사용됩니다.
프리셋 레이저 클래딩의 주요 공정은 다음과 같습니다: 기판 클래딩 표면 전처리 → 프리셋 클래딩 재료 → 예열 → 레이저 클래딩 → 후열처리.
동기식 레이저 클래딩의 주요 공정 흐름은 다음과 같습니다: 기판 클래딩 표면 전처리 → 예열 → 동기식 레이저 클래딩 → 후열처리.
공정 흐름도에 따르면 레이저 클래딩과 관련된 주요 공정은 기판 표면 전처리 방법, 클래딩 재료 공급 방법, 예열 및 후열처리입니다.
레이저 작동 원리:
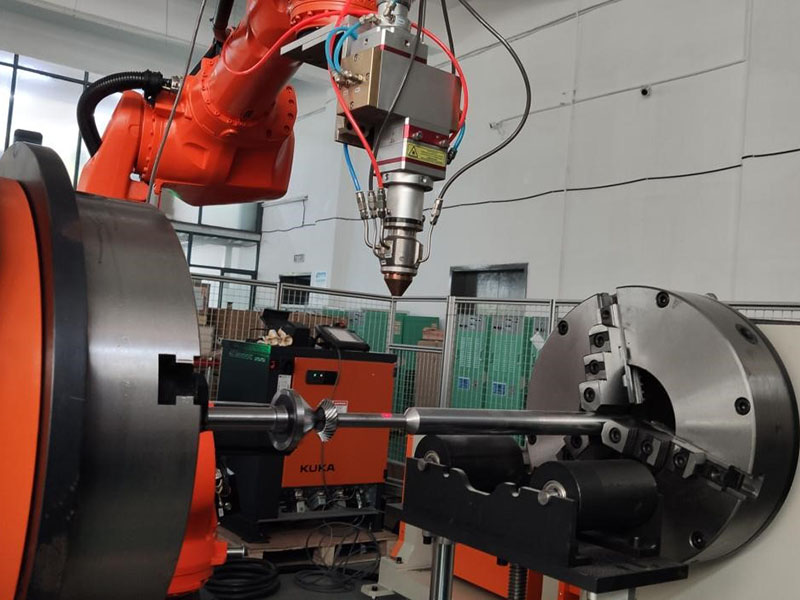
레이저 클래딩 장비 전체 세트는 레이저, 냉각 장치, 분말 공급 장치, 가공 테이블 등으로 구성됩니다.
레이저 선택: CO2 레이저, 고체 레이저, 광섬유 레이저, 반도체 레이저 등과 같이 레이저 클래딩 공정을 지원하는 주류 레이저 유형이 있습니다.
프로세스 매개변수
레이저 클래딩 공정의 주요 변수는 레이저 출력, 스폿 직경, 클래딩 속도, 초점 이탈량, 분말 공급 속도, 스캐닝 속도, 예열 온도 등입니다. 이러한 변수들은 클래딩층의 희석률, 균열 발생, 표면 조도 및 클래딩 부품의 치밀도에 큰 영향을 미칩니다. 또한, 변수들 간의 상호 작용으로 인해 공정이 매우 복잡해지므로, 레이저 클래딩 공정의 허용 범위 내에서 이러한 변수들을 제어하기 위해서는 합리적인 제어 방법이 필수적입니다.
레이저 클래딩에는 3가지 중요한 공정 변수가 있습니다.
레이저 출력
레이저 출력이 클수록 용융된 클래딩 금속의 양이 많아지고 기공 발생 확률이 높아집니다. 레이저 출력이 증가함에 따라 클래딩 층의 깊이가 깊어지고, 주변 액체 금속이 격렬하게 진동하며 동적 응고 결정화가 일어나므로 기공의 수가 점차 감소하거나 제거되고 균열 또한 점차 줄어듭니다. 클래딩 층 깊이가 한계 깊이에 도달하면 출력이 증가함에 따라 기판 표면 온도가 상승하고 변형 및 균열 현상이 심화됩니다. 레이저 출력이 너무 작으면 표면 코팅만 녹고 기판은 녹지 않아 클래딩 층 표면에 국부적인 균열이 발생하고, 뭉침, 기공 등이 생겨 표면 클래딩의 목적을 달성하지 못하게 됩니다.
스팟 직경
레이저 빔은 일반적으로 원형이다. 클래딩층의 폭은 주로 레이저 빔의 스폿 직경에 따라 달라지며, 스폿 직경이 증가할수록 클래딩층의 폭도 넓어진다. 스폿 크기가 다르면 클래딩층 표면의 에너지 분포가 달라지고, 얻어진 클래딩층의 형태 및 미세구조 특성도 상당히 달라진다. 일반적으로 스폿 크기가 작을수록 클래딩층의 품질이 좋고, 스폿 크기가 커질수록 클래딩층의 품질이 떨어진다. 그러나 스폿 직경이 너무 작으면 대면적 클래딩층을 얻기에 적합하지 않다. [3]
클래딩 속도
클래딩 속도 V는 레이저 출력 P와 유사한 영향을 미칩니다. 클래딩 속도가 너무 높으면,합금 분말완전히 용융되지 않으면 고품질 클래딩 효과를 얻을 수 없고, 클래딩 속도가 너무 느리면 용융 풀이 너무 오래 지속되어 분말이 과연소되고 합금 원소가 손실되며 기지에 가해지는 열 입력이 커져 변형량이 증가합니다.
레이저 클래딩 매개변수는 클래딩 층의 거시적 및 미시적 품질에 독립적으로 영향을 미치지는 않지만 서로 영향을 미칩니다. 레이저 출력 P, 스폿 직경 D 및 클래딩 속도 V의 종합적인 영향을 설명하기 위해 비에너지 Es라는 개념이 제안되었습니다.
Es=P/(DV)
즉, 단위 면적당 조사 에너지와 레이저와 같은 요소들을 의미합니다.전력 밀도그리고 외장재 시공 속도는 함께 고려할 수 있습니다.
비에너지 감소는 희석률 감소에 유리하며, 클래딩층 두께와도 일정한 상관관계를 갖는다. 레이저 출력이 일정할 때, 스폿 직경이 증가하면 클래딩층 희석률이 감소하고, 클래딩 속도와 스폿 직경이 일정할 때, 레이저 빔 출력이 증가하면 클래딩층 희석률이 증가한다. 또한, 클래딩 속도가 증가함에 따라 기판의 용융 깊이가 감소하고, 기판 재료로부터의 클래딩층 희석률이 감소한다.
다중 통과 레이저 클래딩에서 중첩률은 주요 영향 요인입니다.표면 거칠기클래딩층의 경우, 중첩률이 증가함에 따라 클래딩층의 표면 조도는 감소하지만, 중첩 부분의 균일성을 보장하기 어렵습니다. 클래딩 트랙 사이의 중첩 영역 깊이가 클래딩 트랙 중심부의 깊이와 다르기 때문에 전체 클래딩층의 균일성에 영향을 미칩니다. 또한, 다중 패스 클래딩의 잔류 인장 응력이 중첩되어 국부적인 총 응력 값이 증가하고 클래딩층의 균열 민감도가 높아집니다. 예열 및 템퍼링 처리를 통해 클래딩층의 균열 발생 경향을 줄일 수 있습니다.


게시 시간: 2023년 8월 15일