Lazer kaplama prensibi ve giriş
Kaplama işlemi: Lazer kaplama, kaplama malzemelerinin tedarik yöntemine göre kabaca iki kategoriye ayrılabilir: önceden ayarlanmış lazer kaplama ve senkronize lazer kaplama.
Önceden ayarlanmış lazer kaplama, kaplama malzemesinin alt tabaka yüzeyinin kaplama kısmına önceden yerleştirilmesi ve ardından lazer ışınıyla tarama ve eritme işlemidir. Kaplama malzemesi toz veya tel formunda eklenir ve en yaygın kullanılanı toz formudur.
Senkron lazer kaplama, kaplama işlemi sırasında toz veya tel kaplama malzemelerinin nozuldan eş zamanlı olarak erimiş havuza gönderilmesidir. Kaplama malzemesi toz veya tel formunda eklenir; bunlardan en yaygın kullanılanı toz formudur.
Önceden ayarlanmış lazer kaplama işleminin ana süreci şu şekildedir: alt tabaka kaplama yüzeyinin ön işlemi --- önceden ayarlanmış kaplama malzemesi --- ön ısıtma --- lazer kaplama --- son ısıl işlem.
Senkron lazer kaplama işleminin ana akış çizgisi şöyledir: alt tabaka kaplama yüzeyinin ön işlemi --- ön ısıtma --- senkron lazer kaplama --- son ısıl işlem.
İşlem akışına göre, lazer kaplama ile ilgili işlemler esas olarak alt tabaka yüzey ön işlem yöntemi, kaplama malzemesi besleme yöntemi, ön ısıtma ve son ısıl işlemden oluşmaktadır.
Lazerin çalışma prensibi:
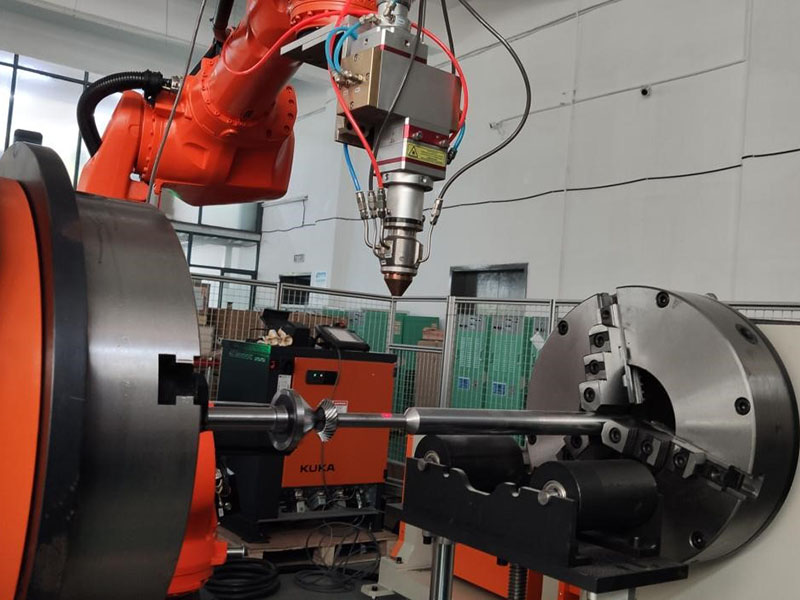
Komple lazer kaplama ekipmanı şunlardan oluşur: lazer, soğutma ünitesi, toz besleme mekanizması, işleme tablası vb.
Lazer seçimi: CO2 lazerler, katı hal lazerler, fiber lazerler, yarı iletken lazerler vb. gibi ana akım lazer türleri lazer kaplama işlemini desteklemektedir.
Proses parametreleri
Lazer kaplama işleminin parametreleri başlıca lazer gücü, nokta çapı, kaplama hızı, odak dışı miktarı, toz besleme hızı, tarama hızı, ön ısıtma sıcaklığı vb. unsurları içerir. Bu parametreler, kaplama tabakasının incelme oranı, çatlaklar, yüzey pürüzlülüğü ve kaplama parçalarının yoğunluğu üzerinde büyük etkiye sahiptir. Parametreler birbirini de etkilediğinden, oldukça karmaşık bir süreçtir ve lazer kaplama işleminin izin verilen aralığında bu parametreleri kontrol etmek için makul kontrol yöntemleri kullanılmalıdır.
Lazer kaplamanın 3 önemli işlem parametresi vardır.
lazer gücü
Lazer gücü ne kadar yüksek olursa, erimiş kaplama metalinin miktarı ve gözeneklilik olasılığı da o kadar artar. Lazer gücü arttıkça, kaplama tabakasının derinliği artar, çevredeki sıvı metal şiddetli bir şekilde dalgalanır ve dinamik katılaşma kristalleşir, böylece gözenek sayısı kademeli olarak azalır veya hatta ortadan kalkar ve çatlaklar da kademeli olarak azalır. Kaplama tabakasının derinliği limit derinliğe ulaştığında, güç arttıkça alt tabakanın yüzey sıcaklığı yükselir ve deformasyon ve çatlama olayı yoğunlaşır. Lazer gücü çok düşükse, sadece yüzey kaplaması erir ve alt tabaka erimez. Bu durumda, kaplama tabakası yüzeyinde yerel çatlamalar meydana gelir. Kabarcıklar, boşluklar vb. oluşur ve yüzey kaplama amacı gerçekleştirilemez.
Nokta çapı
Lazer ışını genellikle daireseldir. Kaplama tabakasının genişliği esas olarak lazer ışınının nokta çapına bağlıdır; nokta çapı arttıkça kaplama tabakası genişler. Farklı nokta boyutları, kaplama tabakasının yüzeyindeki enerji dağılımında değişikliklere neden olur ve elde edilen kaplama tabakasının morfolojisi ve mikro yapı özellikleri oldukça farklıdır. Genel olarak, nokta boyutu küçük olduğunda kaplama tabakasının kalitesi daha iyidir ve nokta boyutu arttıkça kaplama tabakasının kalitesi azalır. Bununla birlikte, nokta çapı çok küçük olduğunda, geniş alanlı bir kaplama tabakası elde etmek mümkün değildir. [3]
Kaplama hızı
Kaplama hızı V, lazer gücü P'ye benzer bir etkiye sahiptir. Kaplama hızı çok yüksekse,alaşım tozuTamamen eritilemezse ve yüksek kaliteli kaplama etkisi elde edilemezse; kaplama hızı çok düşükse, erimiş havuz çok uzun süre kalır, toz aşırı yanar, alaşım elementleri kaybolur ve matrisin ısı girdisi büyük olur, bu da deformasyon miktarını artırır.
Lazer kaplama parametreleri, kaplama tabakasının makroskopik ve mikroskopik kalitesini bağımsız olarak etkilemez, ancak birbirlerini etkilerler. Lazer gücü P, nokta çapı D ve kaplama hızı V'nin kapsamlı etkisini göstermek için, özgül enerji Es kavramı önerilmiştir, yani:
Es=P/(DV)
Yani, birim alan başına düşen ışınım enerjisi ve lazer gibi faktörler.güç yoğunluğuKaplama hızı da birlikte değerlendirilebilir.
Özgül enerjinin azalması, seyreltme oranını düşürmeye yarar ve ayrıca kaplama tabakası kalınlığıyla da belirli bir ilişkisi vardır. Sabit lazer gücü koşullarında, kaplama tabakası seyreltme oranı nokta çapının artmasıyla azalır; kaplama hızı ve nokta çapı sabit olduğunda ise kaplama tabakası seyreltme oranı lazer ışın gücünün artmasıyla artar. Ek olarak, kaplama hızı arttıkça, alt tabakanın erime derinliği azalır ve kaplama tabakasının alt tabaka malzemesinden seyreltme oranı da azalır.
Çok geçişli lazer kaplamada, örtüşme oranı en önemli etkendir.yüzey pürüzlülüğüKaplama tabakasının yüzey pürüzlülüğü, bindirme oranı arttıkça azalır, ancak bindirilen kısmın homojenliğinin sağlanması zorlaşır. Kaplama izleri arasındaki bindirme alanının derinliği, kaplama izlerinin merkezinin derinliğinden farklıdır ve bu da tüm kaplama tabakasının homojenliğini etkiler. Dahası, çok geçişli kaplamanın artık çekme gerilimi üst üste binecek, bu da yerel toplam gerilim değerini artıracak ve kaplama tabakasının çatlama hassasiyetini artıracaktır. Ön ısıtma ve temperleme, kaplama tabakasının çatlama eğilimini azaltabilir.


Yayın tarihi: 15 Ağustos 2023