लेजर क्ल्याडिङ सिद्धान्त र परिचय
क्ल्याडिङ प्रक्रिया: लेजर क्ल्याडिङलाई क्ल्याडिङ सामग्रीको आपूर्ति विधि अनुसार लगभग दुई वर्गमा विभाजन गर्न सकिन्छ, अर्थात् प्रिसेट लेजर क्ल्याडिङ र सिंक्रोनस लेजर क्ल्याडिङ।
पूर्व-सेट लेजर क्ल्याडिङ भनेको क्ल्याडिङ सामग्रीलाई सब्सट्रेट सतहको क्ल्याडिङ भागमा पहिले नै राख्नु हो, र त्यसपछि स्क्यान गर्न र पग्लन लेजर बीम विकिरण प्रयोग गर्नु हो। क्ल्याडिङ सामग्री पाउडर वा तारको रूपमा थपिन्छ, र पाउडरको रूपमा सबैभन्दा बढी प्रयोग गरिन्छ।
सिंक्रोनस लेजर क्ल्याडिङ भनेको क्ल्याडिङ प्रक्रियाको क्रममा नोजल मार्फत पाउडर वा तार क्ल्याडिङ सामग्रीहरूलाई सिंक्रोनस रूपमा पग्लिएको पोखरीमा पठाउनु हो। क्ल्याडिङ सामग्री पाउडर वा तारको रूपमा थपिन्छ, जसमध्ये पाउडरको रूप सबैभन्दा बढी प्रयोग गरिन्छ।
प्रिसेट लेजर क्ल्याडिङको मुख्य प्रक्रिया यस प्रकार छ: सब्सट्रेट क्ल्याडिङ सतह प्रिट्रीटमेन्ट---प्रिसेट क्ल्याडिङ सामग्री---प्रिहिटिंग---लेजर क्ल्याडिङ---तातो उपचार पछि।
सिंक्रोनस लेजर क्ल्याडिङको मुख्य प्रक्रिया प्रवाह यस प्रकार छ: सब्सट्रेट क्ल्याडिङ सतह प्रिट्रीटमेन्ट---प्रिहिटिंग---सिंक्रोनस लेजर क्ल्याडिङ---गर्मी उपचार पछि।
प्रक्रिया प्रवाह अनुसार, लेजर क्ल्याडिङसँग सम्बन्धित प्रक्रियाहरू मुख्यतया सब्सट्रेट सतह पूर्व उपचार विधि, क्ल्याडिङ सामग्री खुवाउने विधि, प्रिहिटिंग र ताप उपचार पछि हुन्।
लेजरको काम गर्ने सिद्धान्त:
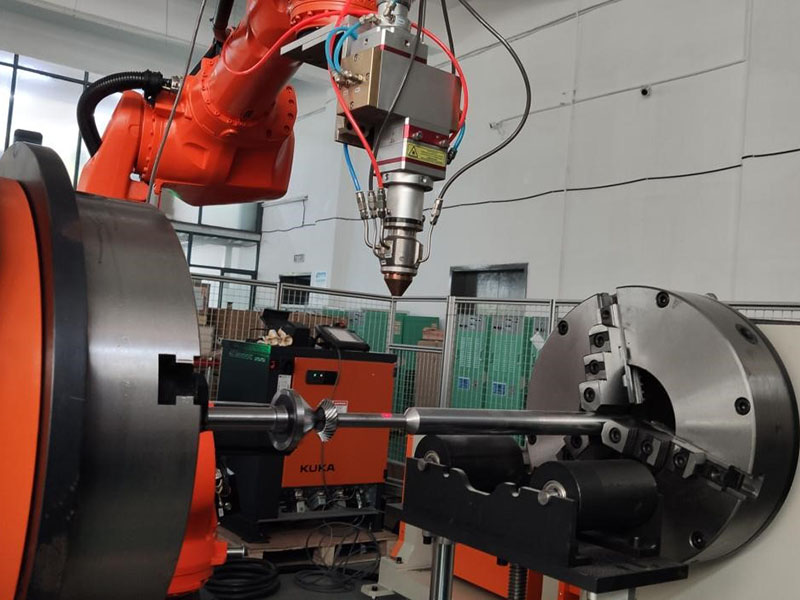
लेजर क्ल्याडिङ उपकरणको पूर्ण सेटमा निम्न समावेश छन्: लेजर, कूलिंग युनिट, पाउडर फिडिङ मेकानिज्म, प्रशोधन तालिका, आदि।
लेजरहरूको छनोट: मुख्यधारा लेजर प्रकारहरूले लेजर क्ल्याडिङ प्रक्रियालाई समर्थन गर्छन्, जस्तै CO2 लेजरहरू, ठोस-अवस्था लेजरहरू, फाइबर लेजरहरू, अर्धचालक लेजरहरू, आदि।
प्रक्रिया प्यारामिटरहरू
लेजर क्ल्याडिङको प्रक्रिया प्यारामिटरहरूमा मुख्यतया लेजर पावर, स्पट व्यास, क्ल्याडिङ गति, डिफोकस मात्रा, पाउडर फिडिङ गति, स्क्यानिङ गति, प्रिहिटिंग तापक्रम, आदि समावेश छन्। यी प्यारामिटरहरूले क्ल्याडिङ तहको कमजोरी दर, दरार, सतहको खस्रोपन र क्ल्याडिङ भागहरूको कम्प्याक्टनेसमा ठूलो प्रभाव पार्छन्। प्यारामिटरहरूले एकअर्कालाई पनि असर गर्छन्, जुन धेरै जटिल प्रक्रिया हो, र लेजर क्ल्याडिङ प्रक्रियाको स्वीकार्य दायरा भित्र यी प्यारामिटरहरूलाई नियन्त्रण गर्न उचित नियन्त्रण विधिहरू प्रयोग गर्नुपर्छ।
लेजर क्ल्याडिङमा ३ महत्त्वपूर्ण प्रक्रिया प्यारामिटरहरू छन्
लेजर पावर
लेजर पावर जति बढी हुन्छ, पग्लिएको क्ल्याडिङ धातुको मात्रा त्यति नै बढी हुन्छ र पोरोसिटीको सम्भावना पनि त्यति नै बढी हुन्छ। लेजर पावर बढ्दै जाँदा, क्ल्याडिङ तहको गहिराइ बढ्छ, वरपरको तरल धातु हिंस्रक रूपमा उतारचढाव हुन्छ, र गतिशील ठोसीकरण क्रिस्टलाइज हुन्छ, जसले गर्दा छिद्रहरूको संख्या बिस्तारै कम हुन्छ वा हटाइन्छ, र दरारहरू पनि बिस्तारै कम हुन्छन्। जब क्ल्याडिङ तहको गहिराइ सीमा गहिराइमा पुग्छ, शक्ति बढ्दै जाँदा, सब्सट्रेटको सतहको तापक्रम बढ्छ, र विकृति र क्र्याकिङ घटना तीव्र हुन्छ। यदि लेजर पावर धेरै सानो छ भने, सतह कोटिंग मात्र पग्लन्छ, र सब्सट्रेट पग्लिँदैन। यस समयमा, क्ल्याडिङ तहको सतहमा स्थानीय क्र्याकिङ हुन्छ। पिलिंग, खाली ठाउँहरू, आदि, सतह क्ल्याडिङको उद्देश्य प्राप्त गर्न असफल हुन्छन्।
स्पट व्यास
लेजर बीम सामान्यतया गोलाकार हुन्छ। क्ल्याडिङ तहको चौडाइ मुख्यतया लेजर बीमको स्पट व्यासमा निर्भर गर्दछ, स्पट व्यास बढ्छ, र क्ल्याडिङ तह फराकिलो हुन्छ। विभिन्न स्पट आकारहरूले क्ल्याडिङ तहको सतहमा ऊर्जा वितरणमा परिवर्तन ल्याउनेछ, र प्राप्त क्ल्याडिङ तहको आकारविज्ञान र माइक्रोस्ट्रक्चर गुणहरू धेरै फरक हुन्छन्। सामान्यतया, स्पट आकार सानो हुँदा क्ल्याडिङ तहको गुणस्तर राम्रो हुन्छ, र स्पट आकार बढ्दै जाँदा क्ल्याडिङ तहको गुणस्तर घट्छ। यद्यपि, स्पट व्यास धेरै सानो छ, जुन ठूलो-क्षेत्र क्ल्याडिङ तह प्राप्त गर्न अनुकूल छैन। [3]
क्ल्याडिङ गति
क्ल्याडिङ गति V ले लेजर पावर P जस्तै प्रभाव पार्छ। यदि क्ल्याडिङ गति धेरै उच्च छ भने,मिश्र धातुको पाउडरपूर्ण रूपमा पग्लन सकिँदैन, र उच्च-गुणस्तरको क्ल्याडिङको प्रभाव प्राप्त हुँदैन; यदि क्ल्याडिङ गति धेरै कम छ भने, पग्लिएको पोखरी धेरै लामो समयसम्म अवस्थित छ, पाउडर धेरै जलेको छ, मिश्र धातु तत्वहरू हराएका छन्, र म्याट्रिक्सको ताप इनपुट ठूलो छ भने। विकृतिको मात्रा बढाउनेछ।
लेजर क्ल्याडिङ प्यारामिटरहरूले क्ल्याडिङ तहको म्याक्रोस्कोपिक र माइक्रोस्कोपिक गुणस्तरलाई स्वतन्त्र रूपमा असर गर्दैनन्, तर एकअर्कालाई प्रभाव पार्छन्। लेजर पावर P, स्पट व्यास D र क्ल्याडिङ गति V को व्यापक प्रभावलाई चित्रण गर्न, विशिष्ट ऊर्जा Es को अवधारणा प्रस्ताव गरिएको छ, अर्थात्:
Es=P/(DV)
अर्थात्, प्रति एकाइ क्षेत्रफलमा विकिरण ऊर्जा, र लेजर जस्ता कारकहरूपावर घनत्वर क्ल्याडिङ गतिलाई सँगै विचार गर्न सकिन्छ।
विशिष्ट ऊर्जाको कमीले कमजोरी दर घटाउन फाइदाजनक हुन्छ, र यसको क्ल्याडिङ तहको मोटाईसँग पनि निश्चित सम्बन्ध हुन्छ। स्थिर लेजर पावरको अवस्थामा, स्पट व्यास बढ्दै जाँदा क्ल्याडिङ तहको कमजोरी दर घट्छ, र जब क्ल्याडिङ गति र स्पट व्यास स्थिर हुन्छ, लेजर बीम पावर बढ्दै जाँदा क्ल्याडिङ तहको कमजोरी दर बढ्छ। थप रूपमा, क्ल्याडिङ गति बढ्दै जाँदा, सब्सट्रेटको पग्लने गहिराई घट्छ, र सब्सट्रेट सामग्रीबाट क्ल्याडिङ तहको कमजोरी दर घट्छ।
बहु-पास लेजर क्ल्याडिङमा, ओभरल्याप दर मुख्य कारक हो जसले असर गर्छसतहको खस्रोपनक्ल्याडिङ तहको। जब ओभरल्याप दर बढ्छ, क्ल्याडिङ तहको सतहको खुरदरापन घट्छ, तर ओभरल्याप गरिएको भागको एकरूपताको ग्यारेन्टी गर्न गाह्रो हुन्छ। क्ल्याडिङ ट्र्याकहरू बीचको ओभरल्यापिङ क्षेत्रको गहिराई क्ल्याडिङ ट्र्याकहरूको केन्द्रको गहिराइ भन्दा फरक हुन्छ, जसले सम्पूर्ण क्ल्याडिङ तहको एकरूपतालाई असर गर्छ। यसबाहेक, बहु-पास क्ल्याडिङको अवशिष्ट तन्य तनाव सुपरइम्पोज गरिनेछ, जसले स्थानीय कुल तनाव मान बढाउनेछ र क्ल्याडिङ तहको क्र्याक संवेदनशीलता बढाउनेछ। प्रिहिटिङ र टेम्परिङले क्ल्याडिङ तहको क्र्याक प्रवृत्तिलाई कम गर्न सक्छ।


पोस्ट समय: अगस्ट-१५-२०२३