Wie man die Oberfläche eines Kugelhahns mit PTA-Schweißen bearbeitet
Shanghai Duomu verfügt über umfangreiche Erfahrung in der Oberflächenbearbeitung von Ventilen mittels PTA-Schweißen.
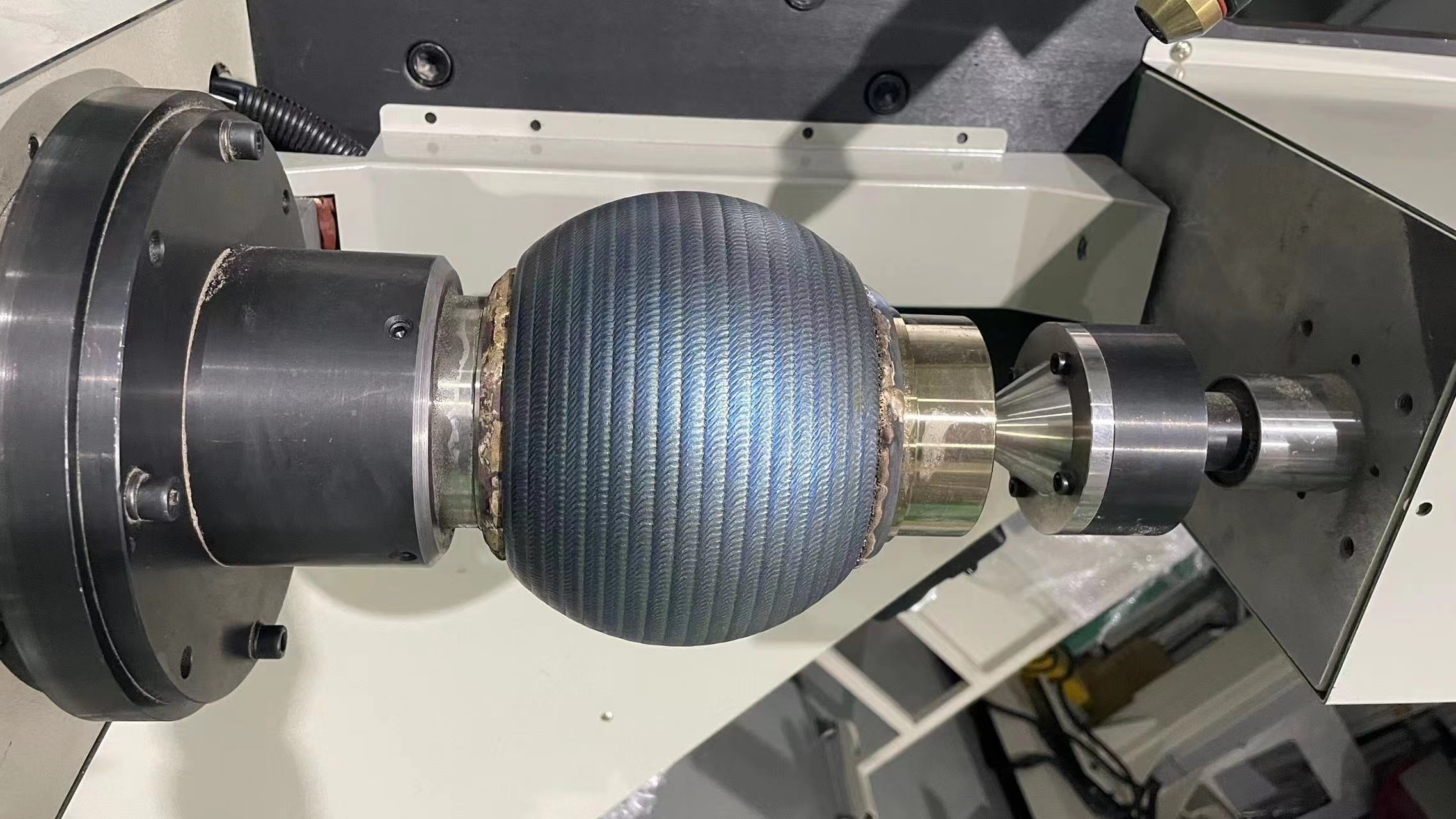
An der Oberfläche von Co 6 ist zu erkennen, dass das Ablagerungsbecken klar und flüssig ist, die Verdünnungsrate kontrollierbar ist und keine Risse vorhanden sind.
Beachten:
A. Die Kügelchen würden oxidieren, wenn das Oberflächenmaterial mit der hohen Temperatur in Berührung kommt, was leicht zu folgendem Ergebnis führen kann:
Oxide gelangen in das Schmelzbad. Wenn dies nicht gut funktioniert, ist es nicht möglich, dass sie durch die Poren austreten.
B. Da die Schweißnaht die Form eines Lichtbogens aufweist, ist es leicht, dass sich beim Pendeln Schlackeneinschlüsse an beiden Seiten der Schweißraupe bilden. Daher ist es notwendig, eine Pausenzeit einzulegen.
C. Als Schweißverfahren wird die Methode des Wackelns und Vorschiebens mit niedriger Geschwindigkeit empfohlen, um eine zu hohe Überlappungsgeschwindigkeit zu vermeiden, die zu Rissen in der Schweißnaht aufgrund übermäßiger Spannungen führen könnte.
Die Parameter lauten wie folgt, zu Ihrer Information
| Werkstück | Kugelventil | ||||
| Durchmesser | 165 mm | ||||
| Oberflächenpulver | Co 6 | ||||
| Oberflächendicke | 2,5 mm | ||||
| Oberflächenart | PTA | ||||
| Gerätemodus | V03BD+Kugelhahn-Werkzeug | ||||
| Zeit zum Vorheizen | 2H | ||||
| Vorheizmodus | Elektrische Heizung | ||||
| Mindesttemperatur Vorheizen | 150 ℃ | ||||
| Maximale Temperatur zwischen den Durchgängen | 350℃ | ||||
| Oberflächenmodus | Wackeln + Fortschritt | Aktueller Parameter | Schutzgas | ||
| Kurvengeschwindigkeit | 0,31 U/min | Hauptbogenstrom | 80A | Gas | Ar |
| Wackelbreite | 8,8 mm | Basiswert aktuell | 45A | Pulverzufuhrgas | 3,5 l/min |
| Wackelgeschwindigkeit | 20 mm/s | Pilotbogenstrom | 20A | Ionengas | 1,2 l/min |
| verbleibende Zeit Pause | 0,3 s | Pulverzuführungsrate | 20 g/min | Schutzgas | 10 l/min |
| Zeit für die richtige Pause | 0 s | Zeit erhöhen | 0,1s | ||
| Fortschrittsdistanz | 6,7 mm | Zeit abwerfen | 0,5s | ||
| Fortschrittsgeschwindigkeit | 1,4 mm/s | Schildzeit | 10er | ||
| Wärmespeichertemperatur | 450 °C für 2–2,5 Stunden | ||||
| Anzapftemperatur | Kühlt sich bei Windstille auf 300℃ ab. | ||||

Video
Veröffentlichungsdatum: 03.11.2022