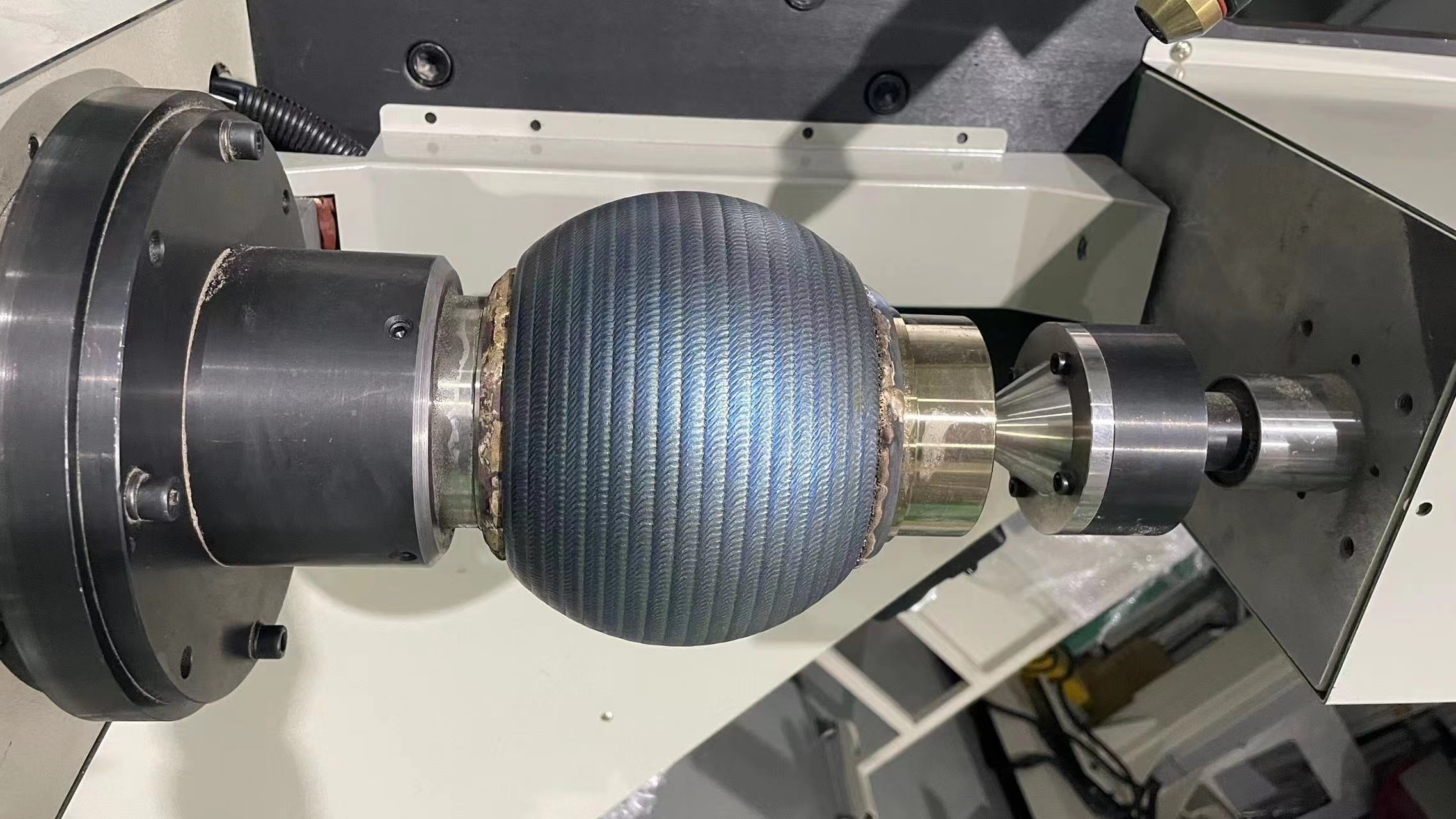
Как выполнить обработку поверхности шарового клапана методом сварки PTA
Компания Shanghai Duomu обладает богатым опытом в области наплавки клапанов методом PTA-сварки.
При выходе на поверхность CO 6 осадочный бассейн становится чистым и текучим, степень разбавления контролируема, и трещин нет.
Уведомление:
А. При воздействии высоких температур на поверхностный материал происходит окисление гранул, что легко приводит к следующим последствиям:
Оксиды проникают в расплавленный металл. Если вы не выполнили необходимые действия, поры могут выйти наружу.
В. Сварочная поверхность имеет форму дуги, поэтому в процессе сварки легко удалить шлаковые включения с обеих сторон валиков. Поэтому необходимо добавить паузу.
C. Рекомендуемый способ сварки — пошаговая сварка с низкой скоростью, чтобы уменьшить скорость нахлеста, поскольку слишком высокая скорость нахлеста может привести к образованию трещин в сварном шве из-за чрезмерного напряжения.
Параметры приведены ниже для вашего ознакомления.
| Заготовка | Шаровой клапан | ||||
| Диаметр | 165 мм | ||||
| Порошок для выравнивания поверхности | Ко 6 | ||||
| Толщина поверхности | 2,5 мм | ||||
| Тип поверхности | ПТА | ||||
| Режим оборудования | Инструмент для шаровых клапанов V03BD+ | ||||
| Предварительный нагрев по времени | 2H | ||||
| Предварительный нагрев в режиме | Электрическое отопление | ||||
| Минимальная температура предварительного нагрева | 150 ℃ | ||||
| Максимальная температура между проходами | 350℃ | ||||
| Режим всплытия | Покачивание + Прогресс | Текущий параметр | Защитный газ | ||
| Скорость поворота | 0,31 об/мин | Основной дуговой ток | 80А | Газ | Ar |
| Ширина колебаний | 8,8 мм | Базовое значение текущее | 45А | Порошковый газ для подачи | 3,5 л/мин |
| Скорость покачивания | 20 мм/с | Ток пилотной дуги | 20А | Ионный газ | 1,2 л/мин |
| Оставшееся время паузы | 0,3 с | скорость подачи порошка | 20 г/мин | Защитный газ | 10 л/мин |
| Правильное время паузы | 0 с | Поднять время | 0,1 с | ||
| Расстояние прогресса | 6,7 мм | Время падения | 0,5 с | ||
| Скорость прогресса | 1,4 мм/с | Время щита | 10-е | ||
| Температура сохранения тепла | 450℃ в течение 2-2,5 часов | ||||
| Температура постукивания | В безветренную погоду температура может опускаться до 300℃. | ||||

Видео
Дата публикации: 03.11.2022