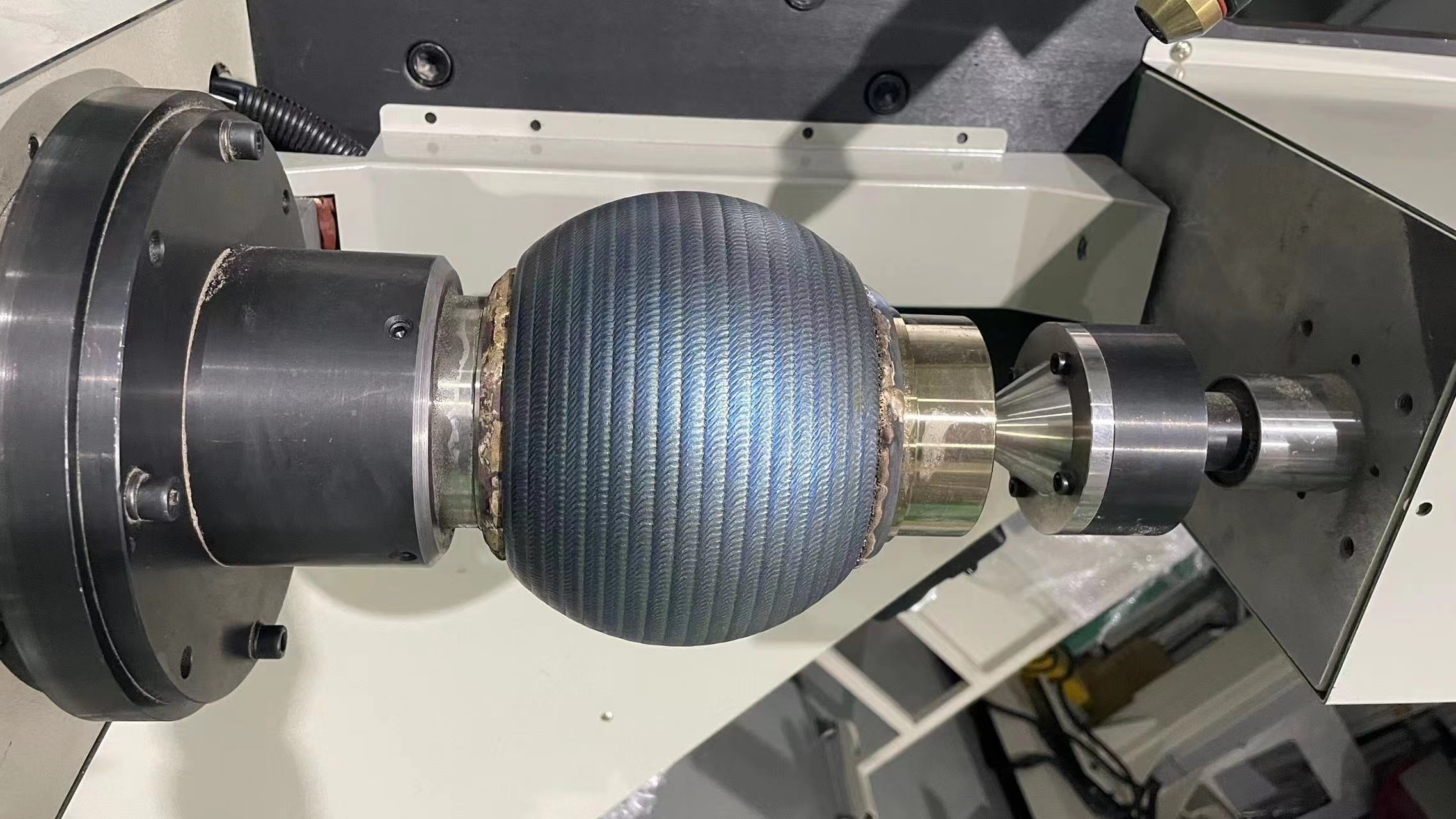
PTA溶接でボールバルブの表面処理を行う方法
上海多木は、PTA溶接によるバルブの表面加工において豊富な経験を有しています。
表面のCo 6は、堆積プールが透明で流動的であり、希釈率は制御可能で、亀裂がないことを示しています。
知らせ:
A. 表面材が高温に遭遇するとビーズが酸化され、
酸化物が溶融プールに入り込むと、細孔が現れる可能性があるので、うまく操作しないとアクセスできません。
B. 溶接肉盛りは円弧状であるため、揺動の過程でビードの両側にスラグ介在物が容易に発生する。そのため、休止時間を設ける必要がある。
C. 推奨される溶接方法は、低速での揺動+進行であり、重ね合わせの速度が速すぎると、過度の応力によってビード接合部に亀裂が生じる可能性があるため、これを軽減します。
参考までに、パラメータは以下のとおりです。
| 加工物 | ボールバルブ | ||||
| 直径 | 165mm | ||||
| 表面処理用粉末 | Co 6 | ||||
| 表面の厚さ | 2.5 mm | ||||
| 表面仕上げの種類 | PTA | ||||
| 装備モード | V03BD+ボールバルブ用工具 | ||||
| 時間予熱 | 2H | ||||
| モード予熱 | 電気暖房 | ||||
| 最低予熱温度 | 150℃ | ||||
| 最大温度(層間) | 350℃ | ||||
| 浮上モード | ウィグル+プログレッション | 現在のパラメータ | シールドガス | ||
| 旋回速度 | 0.31回転/分 | 主アーク電流 | 80A | ガス | Ar |
| 揺らぎ幅 | 8.8 mm | 基準値(現在) | 45A | 粉末供給ガス | 3.5L/分 |
| 揺らす速度 | 20mm/秒 | パイロットアーク電流 | 20A | イオンガス | 1.2L/分 |
| 残り時間(一時停止) | 0.3秒 | 粉末供給速度 | 20g/分 | シールドガス | 10L/分 |
| タイミング右一時停止 | 0秒 | レイズタイム | 0.1秒 | ||
| 進行距離 | 6.7mm | ドロップタイム | 0.5秒 | ||
| 進行速度 | 1.4mm/秒 | シールドタイム | 10秒 | ||
| 保温温度 | 450℃で2~2.5時間 | ||||
| タップ温度 | 静止空気中では300℃まで冷やす | ||||

ビデオ
投稿日時:2022年11月3日