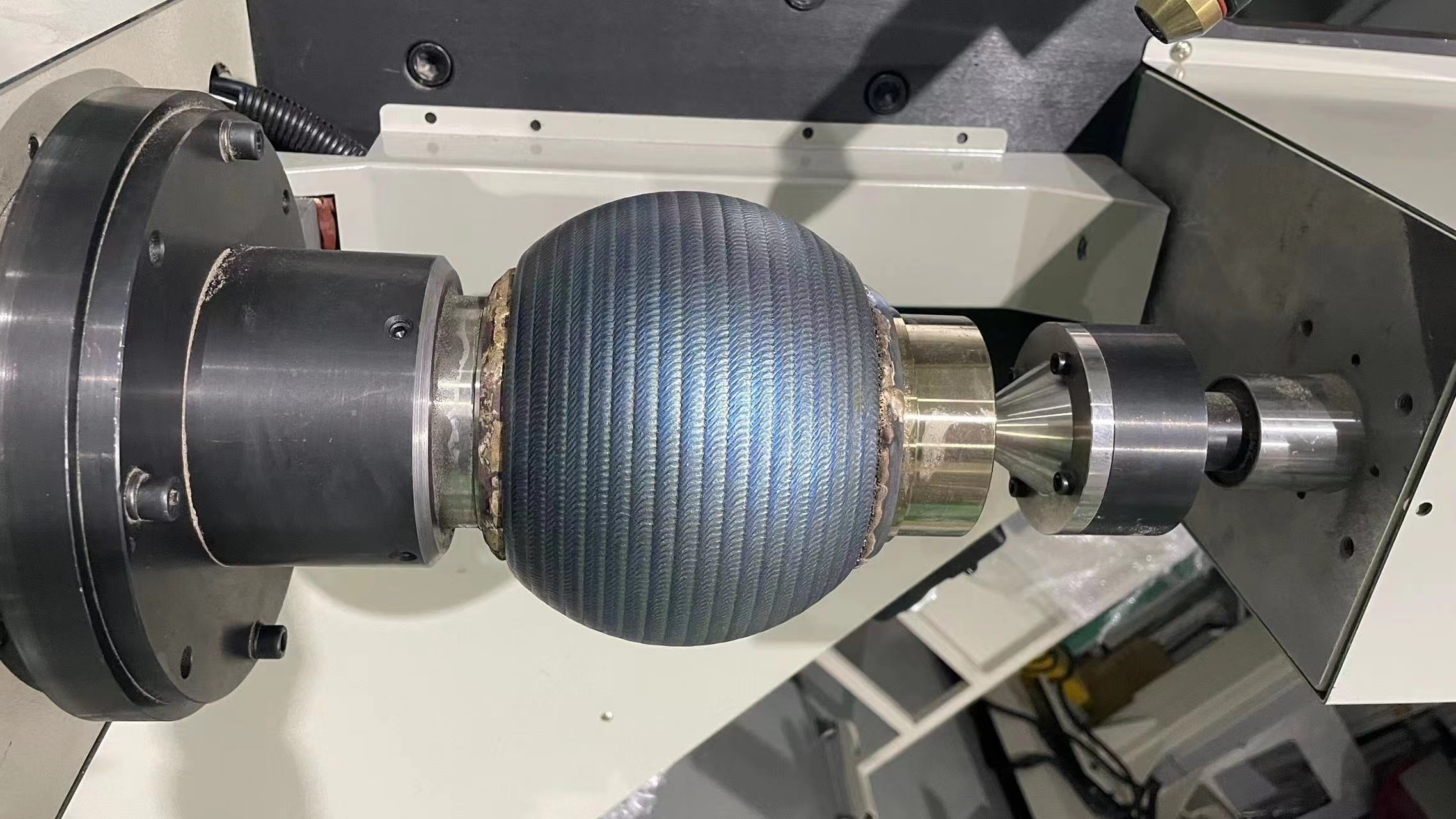
PTA 용접을 이용한 볼 밸브 표면 가공 방법
상하이 두오무는 PTA 용접을 이용한 밸브 표면 가공에 풍부한 경험을 보유하고 있습니다.
침전물 풀이 맑고 유동성이 있으며, 희석률을 조절할 수 있고 균열이 없다는 것이 Co 6의 표면 상태입니다.
알아채다:
A. 표면 처리 재료가 고온에 노출되면 비드가 산화되어 쉽게 다음과 같은 결과가 나타납니다.
산화물이 용융 풀에 들어가도록 하려면, 제대로 작동하지 않으면 기공이 생겨 나올 수 있습니다.
B. 용접면은 아크 형상이므로, 흔들림 과정에서 비드 양쪽에 슬래그가 쉽게 발생할 수 있습니다. 따라서 정지 시간을 추가하는 것이 필요합니다.
C. 제안된 용접 방식은 저속으로 흔들면서 진행하는 방식입니다. 이는 겹침 용접 속도가 너무 빨라 과도한 응력으로 인해 비드 접합부에 균열이 발생할 가능성을 줄이기 위함입니다.
다음은 참고할 수 있는 매개변수입니다.
| 공작물 | 볼 밸브 | ||||
| 지름 | 165mm | ||||
| 표면 분말 | Co 6 | ||||
| 표면 두께 | 2.5mm | ||||
| 표면 유형 | PTA | ||||
| 장비 모드 | V03BD+볼 밸브 툴링 | ||||
| 시간 예열 | 2H | ||||
| 모드 예열 | 전기 난방 | ||||
| 최소 온도 예열 | 150℃ | ||||
| 최대 온도 인터패스 | 350℃ | ||||
| 표면 모드 | 흔들기 + 진행 | 현재 매개변수 | 보호 가스 | ||
| 회전 속도 | 0.31r/min | 주 아크 전류 | 80A | 가스 | Ar |
| 흔들림 폭 | 8.8mm | 기준값 현재 | 45A | 분말 공급 가스 | 3.5L/분 |
| 흔들림 속도 | 20mm/s | 파일럿 아크 전류 | 20A | 이온 가스 | 1.2L/분 |
| 남은 시간 일시 정지 | 0.3초 | 분말 공급 속도 | 20g/분 | 보호 가스 | 10리터/분 |
| 적절한 일시 정지 | 0초 | 시간을 늘리다 | 0.1초 | ||
| 진행 거리 | 6.7mm | 드롭 타임 | 0.5초 | ||
| 진행 속도 | 1.4mm/s | 보호 시간 | 10초 | ||
| 보온 온도 | 450℃에서 2시간~2시간 30분 | ||||
| 온도 측정 | 정지된 공기 중에서는 300℃만큼 시원합니다. | ||||

동영상
게시 시간: 2022년 11월 3일