TIG kaynağı (Tungsten İnert Gaz Kaynağı)GTAW olarak da bilinen , inert gaz (genellikle argon) ile korunan, erimeyen tungsten elektrotlar kullanan bir tür ark kaynak işlemidir. Başlıca özellikleri yüksek kaynak kalitesi, temiz kaynak dikişi ve çeşitli metal malzemelerin yüksek hassasiyetli kaynağı için uygun olmasıdır.
TIG kaynağının geliştirme geçmişi
1940'lı yıllarda uçaklar için alüminyum alaşımlı yapıların üretiminde kullanılmaya başlanmış, daha sonra nükleer enerji, gemi yapımı, elektronik ve tıbbi ekipman endüstrilerinde yaygın olarak kullanılmış ve modern endüstrinin vazgeçilmez hassas kaynak teknolojilerinden biri haline gelmiştir.
TIG kaynağının prensibi
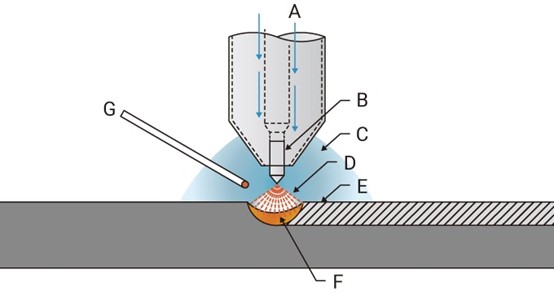
TIG kaynağı, bir tungsten elektrot ile iş parçası arasında oluşan yüksek sıcaklıktaki bir ark aracılığıyla metali eritmek için bir DC veya AC güç kaynağı kullanır. İnert gaz, kaynak dikişinin atmosferik oksijen ve nitrojenle kirlenmesine karşı koruma sağlar.
TIG Kaynağı için Ekipman Bileşenleri
- Güç kaynağı ünitesi: sabit akım DC veya AC kaynak makinesi
- Kaynak tabancası: tungsten elektrot tutucu, gaz memesi, su soğutma sistemi vb. dahil.
- Tungsten elektrot: saf tungsten (W), toryumlu tungsten (WT20), seryum tungsten (WC20) vb.
- Koruyucu gaz sistemi: esas olarak argon, akış kontrolörü ve gaz silindirleri ile donatılmıştır
- Dolgu metali (isteğe bağlı): temel malzemeye uygun kaynak teli.
- Soğutma sistemi: Su soğutmalı kaynak torcu kullanılarak yapılan yüksek güçlü kaynak için bir soğutucu ile donatılması gerekir
TIG kaynak işlemi parametreleri ve kontrol noktaları
| Öğe | Parametre aralığı (örnek) | Kontrol açıklaması |
| Mevcut tip | Doğru akım (DC)/AC | Alüminyum için AC, paslanmaz çelik için DC |
| Mevcut boyut | 15-300A | Levha kalınlığına ve elektrot çapına bağlıdır |
| Gaz akışı | 8-15L/dak | Aşırı gaz akışı olmadan odada sabit |
| Tungsten elektrot çapı | 1,0-4,0 mm | İnce levhalar için ince elektrotlar |
| Kaynak torçu açısı | 10-15° eğim | Gaz koruması ve çalışma alanı için Uygun |
| Ark uzunluğu kontrolü | 1-3 mm | Yay uzunluğu ne kadar kısa olursa, füzyon derinliği o kadar büyük olur |
TIG kaynağı için uygulanabilir malzemeler ve kaynak yöntemleri
TIG kaynağı için mevcut malzemeler
- Paslanmaz çelik (austenitik tip, dubleks tip)
- Alüminyum alaşımı (6000, 7000 serisi)
- Magnezyum alaşımı, titanyum alaşımı
- Bakır ve alaşımları
- Yüksek sıcaklık alaşımları (Inconel, Hastelloy)
TIG kaynağının çeşitli biçimleri
•Uçtan uca kaynak

•Köşe Kaynak
•TIG boru ve levha kaynağı

•TIG tek taraflı kaynak ve çift taraflı kalıplama

TIG kaynağının avantajları ve dezavantajları
TIG kaynağının avantajları
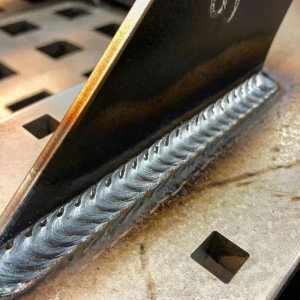
- Yüksek kaliteli kaynak, neredeyse hiç cüruf ve gözenek yok
- Güzel kaynak, görünür parçalar için uygundur
- Eriyik derinliği ve eriyik genişliğinin hassas kontrolü
- Sıçrama yok, temiz ortam
TIG kaynağının dezavantajları
- Yavaş kaynak hızı
- Yüksek işletme gereksinimleri
- Daha yüksek maliyetler (gaz, elektrot, su soğutma sistemi)
- Büyük kalınlıklar ve yüksek çıkışlı kaynaklar için uygun değildir
TIG kaynak işleminin teknik noktaları
Elektrot taşlama
- “kalem ucu” şeklinde yontulmalıdır.
- Pürüzsüz yüzey, çapak yok
- Taşlama yönünü eksenle tutarlı tutun
Ark başlatma ve ark kapatma
- Ark başlatma, taban malzemesine temasın önlenmesi için yüksek frekanslı başlatma modunu benimser.
- Ark kapatılmadan önce, soğutma işlemi sırasında kaynağın oksitlenmemesi için gaz gecikmeli olarak kapatılmalıdır (geri gaz koruması)
Manuel Operasyon Becerileri
- Elinizi sabitleyin ve gözlerinizi erimiş havuza odaklayın.
- Titreşimi önlemek için sabit bir hızda hareket edin
- Senkronize tel besleme, tutarlı ritim
TIG Kaynağında Sık Karşılaşılan Sorunlar ve Önleyici Tedbirler
| Kusur Türü | Olası Nedenler | Önleyici Tedbirler |
| Gaz Delikleri | Yetersiz Gaz Akışı, Kirleticiler | Gazı Saf Tutun, Temel Malzemenin Yüzeyini Temizleyin |
| Çatlaklar | Yetersiz Ön Isıtma, Çok Hızlı Soğutma | Soğutma Oranını Kontrol Edin, Uygun Ön Isıtma |
| Sigortalama Başarısızlığı | Düşük Akım, Çok Hızlı Hareket Ediyor | Mevcut Parametreleri Ayarlayın, Kaynak Hızını Azaltın |
| Kaynak Tümörleri | Kararsız Erime Havuzu Kontrolü, Aşırı Besleme | Kullanım Becerilerinizi Geliştirin, Doğru Miktarda Tel Besleyin |
TIG kaynağı kullanırken güvenlik ve çevresel hususlar
- Ark yanıklarını önlemek için UV koruyucu maske takın
- Argon gazı toplanmasını önlemek için iyi havalandırma sağlayın
-Yangını önlemek için operasyon alanındaki yanıcı maddeleri temizleyin
-Yalıtımlı kaynak eldivenleri ve ısıya dayanıklı koruyucu kılıflar kullanın
TIG kaynağının uygulama vaka çalışması (kısa)
Vaka 1: Paslanmaz çelik tıbbi ekipman kaynağı
Malzeme: 304 paslanmaz çelik
Gereksinimler: gözeneksiz kaynak, düzgün şekil
İşlem: TIG DC kaynağı, füzyon derinliğinin düşük akım kontrolü, argon koruma gecikmesi 10s
Sonuçlar: Tahribatsız muayene gereksinimlerini karşılamak için kaynakta taşlama yapılmasına gerek yoktur
Vaka 2: Alüminyum alaşımlı ısı eşanjörü kaynağı
Malzeme: 6061 alüminyum levha
Proses parametreleri: AC kaynak, 120 °C'ye kadar ön ısıtma, yanmayı önlemek için darbe kontrolünün kullanımı
Sonuçlar: dayanıklılık, test standartlarını karşılayacak sızdırmazlık
TIG kaynağında gelecekteki trendler
- Otomasyon entegrasyonu: TIG robot sistemi havacılık ve tıbbi bakımda yaygın olarak kullanılmaktadır
- Akıllı kontrol: Eriyik havuzu görüntü tanıma yoluyla kapalı devre kontrol
- Yüksek frekanslı darbeli TIG: İnce malzemelerin kaynak verimliliğini ve kalitesini artırın
- Çok malzemeli kaynak teknolojisinin geliştirilmesi: farklı metal bağlantılarının ihtiyaçlarını karşılamak için
Gönderim zamanı: 29 Mayıs 2025