TIG溶接(タングステン不活性ガス溶接)GTAW(タングステンアーク溶接)は、非溶融性タングステン電極を用い、不活性ガス(通常はアルゴン)で保護しながら行うアーク溶接の一種です。主な特徴は、高い溶接品質、きれいな溶接シーム、そして様々な金属材料の高精度溶接に適していることです。
TIG溶接の開発背景
1940年代に航空機用アルミニウム合金構造物の製造のために誕生し、その後、原子力、造船、電子機器、医療機器産業などで広く用いられるようになり、現代産業において欠かせない精密溶接技術の一つとなった。
TIG溶接の原理
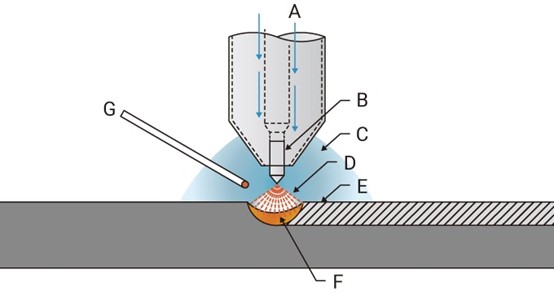
TIG溶接は、直流または交流電源を用いて、タングステン電極と被溶接物との間に発生する高温アークによって金属を溶融させる溶接方法です。不活性ガスを使用することで、溶接部が大気中の酸素や窒素によって汚染されるのを防ぎます。
TIG溶接用機器部品
- 電源ユニット定電流DCまたはAC溶接機
- 溶接ガンタングステン電極ホルダー、ガスノズル、水冷システムなどを含む。
- タングステン電極:純タングステン(W)、トリウムタングステン(WT20)、セリウムタングステン(WC20)など。
・保護ガスシステム:主にアルゴンガスを使用し、流量制御装置とガスボンベを装備。
- 溶加材(オプション):母材と同種の溶接ワイヤ。
- 冷却システム:水冷式溶接トーチを使用した高出力溶接には冷却装置が必要です
TIG溶接プロセスのパラメータと制御点
| アイテム | パラメータ範囲(例) | 制御の説明 |
| 現在のタイプ | 直流(DC)/交流(AC) | アルミニウムには交流、ステンレス鋼には直流 |
| 現在のサイズ | 15-300A | 基板の厚さと電極の直径によって異なります |
| ガス流量 | 8~15L/分 | 過剰なガス流量のない部屋で安定 |
| タングステン電極の直径 | 1.0~4.0mm | 薄型基板用薄型電極 |
| 溶接トーチの角度 | 10~15度の傾斜 | ガス保護および作業スペースに有利 |
| 弧長制御 | 1~3mm | 弧長が短いほど、融合深度は深くなる。 |
TIG溶接に適用可能な材料および溶接方法
TIG溶接に使用可能な材料
ステンレス鋼(オーステナイト系、二相系)
・アルミニウム合金(6000系、7000系)
マグネシウム合金、チタン合金
銅とその合金
・高温合金(インコネル、ハステロイ)
TIG溶接にはいくつかの形態がある
•突合せ溶接

•すみ肉溶接
•TIG溶接による管および板材の溶接

•TIG片面溶接と両面成形

TIG溶接のメリットとデメリット
TIG溶接の利点
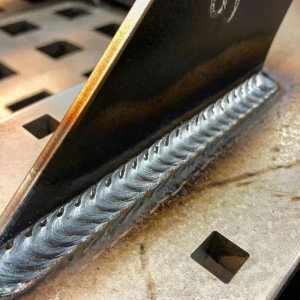
高品質な溶接で、スラグや気孔はほとんどない。
- 美しい溶接で、目に見える部分に適しています
溶融深さと溶融幅を精密に制御
- 飛散がなく、清潔な環境
TIG溶接の欠点
- 溶接速度が遅い
- 高い動作要件
- コスト増(ガス、電極、水冷システム)
・厚板溶接や高出力溶接には不向き
TIG溶接作業の技術的ポイント
電極研削
・「鉛筆の先のような形」に研ぐ必要があります。
表面は滑らかで、バリはありません。
研削方向を軸と一致させる
アークの開始とアークの終了
アーク発生は、母材への接触を避けるため、高周波起動モードを採用しています。
アークを閉じる前に、冷却過程で溶接部が酸化しないように、ガス供給を遅延させて遮断する必要があります(バックガス保護)。
手動操作スキル
手を安定させ、溶岩プールから目を離さないようにしてください。
・揺れを避けるために一定の速度で移動する
- 同期したワイヤ送給、一定のリズム
TIG溶接における一般的な問題点と予防策
| 欠陥の種類 | 考えられる原因 | 予防措置 |
| ガスホール | ガス流量不足、汚染物質 | ガスを純粋に保ち、基材の表面を清潔に保つ |
| ひび割れ | 予熱不足、冷却速度が速すぎる | 冷却速度の制御、適切な予熱 |
| 融合失敗 | 電流が弱く、動きが速すぎる | 電流パラメータを調整し、溶接速度を下げてください。 |
| 溶接腫瘍 | 不安定な溶融池制御、過剰供給 | 取り扱いスキルを向上させ、適切な量のワイヤーを供給する |
TIG溶接を使用する際の安全性と環境への配慮
アーク放電による火傷を防ぐため、UVカットマスクを着用してください。
アルゴンガスが溜まらないよう、換気を良好に保つ。
-火災を防ぐため、作業エリア内の可燃物を清掃してください。
-断熱溶接手袋、耐熱スリーブを使用してください。
TIG溶接の応用事例研究(概要)
事例1:ステンレス鋼製医療機器の溶接
材質:304ステンレス鋼
要件:気孔のない溶接、均一な形状
プロセス:TIG直流溶接、低電流による溶融深さ制御、アルゴン保護遅延時間10秒
結果:非破壊検査の要件を満たすために、溶接部を研削する必要はない。
ケース2:アルミニウム合金製熱交換器の溶接
材質:6061アルミニウム板
プロセスパラメータ:交流溶接、120℃への予熱、パルス制御による焼き抜け防止
結果:強度、シール性は試験基準を満たしている
TIG溶接の将来動向
- 自動化統合:TIGロボットシステムは、航空宇宙および医療分野で広く使用されています。
- インテリジェント制御:溶融池画像認識による閉ループ制御
高周波パルスTIG溶接:薄板材料の溶接効率と品質を向上させる
- 多材料溶接技術の開発:異種金属接合のニーズを満たす
投稿日時:2025年5月29日