Saldatura TIG (saldatura con elettrodo di tungsteno in atmosfera inerte)La saldatura GTAW, nota anche come saldatura ad arco con elettrodo rivestito di tungsteno, è un processo di saldatura ad arco che utilizza elettrodi di tungsteno non fusibili, protetti da gas inerte (solitamente argon). Le sue caratteristiche principali sono l'elevata qualità della saldatura, la pulizia del cordone di saldatura e l'idoneità alla saldatura di alta precisione di una varietà di materiali metallici.
Contesto evolutivo della saldatura TIG
Nata negli anni '40 per la produzione di strutture in lega di alluminio per aeromobili, questa tecnologia si è poi diffusa nei settori dell'energia nucleare, della cantieristica navale, dell'elettronica e delle apparecchiature mediche, diventando una delle tecnologie di saldatura di precisione insostituibili nell'industria moderna.
Principio della saldatura TIG
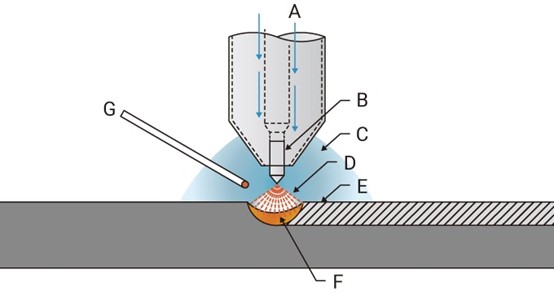
La saldatura TIG utilizza una sorgente di alimentazione in corrente continua o alternata per fondere il metallo attraverso un arco ad alta temperatura generato tra un elettrodo di tungsteno e il pezzo da lavorare. Un gas inerte protegge la saldatura dalla contaminazione da parte dell'ossigeno e dell'azoto atmosferici.
Componenti delle apparecchiature per la saldatura TIG
- Alimentatore: saldatrice a corrente continua o alternata
- Pistola per saldatura: inclusi portaelettrodo in tungsteno, ugello del gas, sistema di raffreddamento ad acqua, ecc.
- Elettrodo di tungsteno: tungsteno puro (W), tungsteno toriato (WT20), tungsteno al cerio (WC20) e così via.
- Sistema di gas di protezione: principalmente argon, dotato di regolatore di flusso e bombole di gas
- Materiale d'apporto (facoltativo): filo per saldatura dello stesso colore del materiale di base.
- Sistema di raffreddamento: la saldatura ad alta potenza con torcia di saldatura raffreddata ad acqua deve essere dotata di un sistema di raffreddamento
Parametri e punti di controllo del processo di saldatura TIG
| Articolo | Intervallo dei parametri (esempio) | Descrizione del controllo |
| Tipo attuale | Corrente continua (CC)/CA | Corrente alternata per l'alluminio, corrente continua per l'acciaio inossidabile. |
| Dimensioni attuali | 15-300A | Dipende dallo spessore della scheda e dal diametro dell'elettrodo |
| flusso di gas | 8-15 l/min | Stabile nella stanza senza flusso di gas eccessivo |
| diametro dell'elettrodo di tungsteno | 1,0-4,0 mm | Elettrodi sottili per circuiti stampati sottili |
| angolo della torcia di saldatura | inclinazione di 10-15° | Per la protezione del gas e lo spazio operativo favorevole |
| Controllo della lunghezza dell'arco | 1-3 mm | Più breve è la lunghezza dell'arco, maggiore è la profondità della fusione. |
Materiali applicabili e metodi di saldatura TIG
Materiali disponibili per la saldatura TIG
- Acciaio inossidabile (tipo austenitico, tipo duplex)
- Lega di alluminio (serie 6000, 7000)
- Lega di magnesio, lega di titanio
- Rame e sue leghe
- Leghe per alte temperature (Inconel, Hastelloy)
Diverse forme di saldatura TIG
•Saldatura di testa

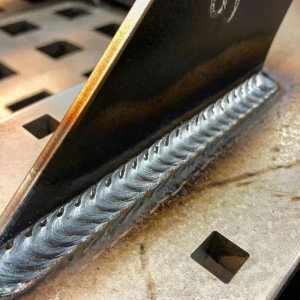
•Saldatura d'angolo
•Saldatura TIG di tubi e lamiere

•Saldatura TIG su un solo lato e stampaggio su entrambi i lati

Vantaggi e svantaggi della saldatura TIG
Vantaggi della saldatura TIG
- Saldatura di alta qualità, quasi priva di scorie e porosità.
- Saldatura di ottima qualità, adatta per parti a vista.
- Controllo preciso della profondità e della larghezza della fusione
- Nessun schizzo, ambiente pulito
Svantaggi della saldatura TIG
- Velocità di saldatura lenta
- Elevati requisiti operativi
- Costi più elevati (gas, elettrodi, sistema di raffreddamento ad acqua)
- Non adatto per saldature di grandi spessori e ad alta potenza
Aspetti tecnici dell'operazione di saldatura TIG
Rettifica degli elettrodi
- deve essere temperata fino a ottenere la forma di una punta di matita.
- Superficie liscia, senza sbavature
- Mantenere la direzione di rettifica coerente con l'asse
Innesco e chiusura dell'arco
- L'innesco dell'arco adotta una modalità di avvio ad alta frequenza per evitare il contatto con il materiale di base.
- Prima di chiudere l'arco, è necessario interrompere l'erogazione del gas con un certo ritardo per evitare l'ossidazione della saldatura durante il processo di raffreddamento (protezione contro il gas di ritorno).
Competenze operative manuali
- Stabilizza la mano e tieni gli occhi fissi sulla pozza di metallo fuso.
- Muoviti a velocità costante per evitare tremolii
- Alimentazione del filo sincronizzata, ritmo costante
Problemi comuni e misure preventive nella saldatura TIG
| Tipo di difetto | Possibili cause | Misure preventive |
| Fori del gas | Flusso di gas insufficiente, contaminanti | Mantenere il gas puro e la superficie del materiale di base pulita. |
| crepe | Preriscaldamento insufficiente, raffreddamento troppo rapido | Controllo della velocità di raffreddamento, preriscaldamento adeguato |
| Mancata fusione | Corrente bassa, movimento troppo rapido | Regolare i parametri correnti, diminuire la velocità di saldatura |
| Tumori da saldatura | Controllo instabile della pozza di fusione, sovralimentazione | Migliora le abilità di manipolazione, alimenta la giusta quantità di filo |
Considerazioni di sicurezza e ambientali nell'utilizzo della saldatura TIG
- Indossare una maschera protettiva dai raggi UV per prevenire ustioni da arco elettrico.
- Mantenere una buona ventilazione per evitare l'accumulo di gas argon
-Rimuovere i materiali infiammabili dall'area operativa per prevenire incendi.
-Utilizzare guanti da saldatura isolanti e manicotti termoprotettivi.
Caso di studio applicativo della saldatura TIG (breve)
Caso 1: saldatura di apparecchiature mediche in acciaio inossidabile
Materiale: acciaio inossidabile 304
Requisiti: saldatura senza porosità, forma uniforme
Processo: saldatura TIG DC, controllo a bassa corrente della profondità di fusione, ritardo di protezione con argon di 10 secondi.
Risultati: per soddisfare i requisiti delle prove non distruttive, la saldatura non necessita di essere smerigliata
Caso 2: Saldatura di scambiatori di calore in lega di alluminio
Materiale: piastra in alluminio 6061
Parametri di processo: saldatura in corrente alternata, preriscaldamento a 120 °C, utilizzo del controllo a impulsi per evitare la perforazione.
Risultati: resistenza e tenuta conformi agli standard di prova.
Tendenze future nella saldatura TIG
- Integrazione dell'automazione: il sistema robotizzato TIG è ampiamente utilizzato nei settori aerospaziale e medico.
- Controllo intelligente: controllo a circuito chiuso tramite riconoscimento dell'immagine del bagno di fusione
- TIG pulsato ad alta frequenza: migliora l'efficienza e la qualità della saldatura di materiali sottili
- Sviluppo della tecnologia di saldatura multimateriale: per soddisfare le esigenze di connessioni tra metalli dissimili
Data di pubblicazione: 29 maggio 2025