TIG-сварка (сварка вольфрамовым электродом в инертном газе)GTAW (GTAW) — это вид дуговой сварки с использованием неплавких вольфрамовых электродов в среде инертного газа (обычно аргона). Его основные особенности — высокое качество сварного шва, чистый шов и пригодность для высокоточной сварки различных металлических материалов.
История развития TIG-сварки
Эта технология, зародившаяся в 1940-х годах для производства конструкций из алюминиевых сплавов для авиационной промышленности, впоследствии получила широкое применение в атомной энергетике, судостроении, электронике и производстве медицинского оборудования, став одной из незаменимых технологий высокоточной сварки в современной промышленности.
Принцип TIG-сварки
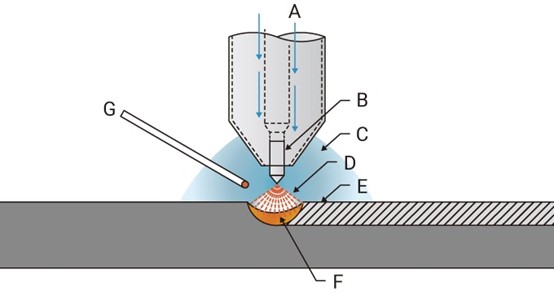
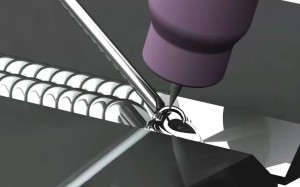
При TIG-сварке используется источник постоянного или переменного тока для расплавления металла посредством высокотемпературной дуги, генерируемой между вольфрамовым электродом и заготовкой. Инертный газ обеспечивает защиту от загрязнения сварного шва атмосферным кислородом и азотом.
Комплектующие для оборудования для TIG-сварки
- Блок питания: сварочный аппарат постоянного или переменного тока
- Сварочный пистолетВключая держатель вольфрамового электрода, газовое сопло, систему водяного охлаждения и т. д.
- Вольфрамовый электрод: чистый вольфрам (W), торированный вольфрам (WT20), церий-вольфрам (WC20) и так далее.
- Система защиты от утечки газа: преимущественно аргон, оснащена регулятором потока и газовыми баллонами.
- Присадочный металл (опционально): сварочная проволока, соответствующая основному материалу.
- Система охлаждения: для высокомощной сварки с использованием сварочной горелки с водяным охлаждением требуется наличие охладителя.
Параметры процесса TIG-сварки и контрольные точки
| Элемент | Диапазон параметров (пример) | Описание элемента управления |
| Текущий тип | Постоянный ток (DC)/переменный ток | переменный ток для алюминия, постоянный ток для нержавеющей стали. |
| Текущий размер | 15-300А | Зависит от толщины платы и диаметра электрода. |
| Поток газа | 8-15 л/мин | Стабильно в помещении, без чрезмерного потока газа. |
| Диаметр вольфрамового электрода | 1,0-4,0 мм | Тонкие электроды для тонких плат |
| Угол наклона сварочной горелки | Наклон 10-15° | Для защиты от газа и обеспечения рабочего пространства. Благоприятные условия. |
| контроль длины дуги | 1-3 мм | Чем короче длина дуги, тем больше глубина плавления. |
Применимые материалы и методы сварки для TIG-сварки
Доступные материалы для TIG-сварки
- Нержавеющая сталь (аустенитная, дуплексная)
- Алюминиевый сплав (серии 6000, 7000)
- Магниевый сплав, титановый сплав
- Медь и ее сплавы
- Высокотемпературные сплавы (инконель, хастеллой)
Несколько видов TIG-сварки
•Сварка встык

•Угловой шов
•TIG-сварка труб и листового металла

•TIG-сварка с одной стороны и двухстороннее литье

Преимущества и недостатки TIG-сварки
Преимущества TIG-сварки
- Высокое качество сварного шва, практически без шлака и пористости.
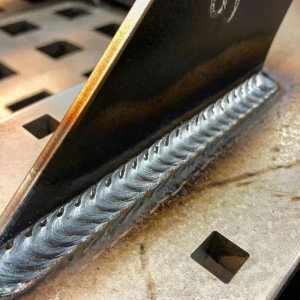
- Красивый шов, подходит для видимых частей.
- Точный контроль глубины и ширины расплава
- Отсутствие брызг, чистое окружение
Недостатки TIG-сварки
- Низкая скорость сварки
- Высокие эксплуатационные требования
- Более высокие затраты (газ, электрод, система водяного охлаждения)
- Не подходит для сварки больших толщин и высокой производительности.
Технические аспекты сварки TIG
Шлифовка электродов
- следует заточить до формы "острия карандаша".
- Гладкая поверхность, без заусенцев
- Следите за тем, чтобы направление шлифовки совпадало с осью.
Запуск и закрытие дуги
- Для инициирования дуги используется высокочастотный режим запуска, позволяющий избежать контакта с основным материалом.
- Перед замыканием дуги подачу газа следует отложить на некоторое время, чтобы предотвратить окисление сварного шва в процессе охлаждения (защита от обратного потока газа).
Навыки ручного управления
— Удерживайте руку в неподвижном положении и не отводите взгляд от расплавленной лужи.
— Двигайтесь с постоянной скоростью, чтобы избежать дрожания.
- Синхронизированная подача проволоки, стабильный ритм
Распространенные проблемы и профилактические меры при TIG-сварке
| Тип дефекта | Возможные причины | Профилактические меры |
| Газовые отверстия | Недостаточный поток газа, загрязнения | Поддерживайте чистоту газа и чистоту поверхности основного материала. |
| Трещины | Недостаточный предварительный нагрев, слишком быстрое охлаждение. | Контроль скорости охлаждения, правильный предварительный нагрев |
| Неисправность предохранителя | Низкий ток, слишком быстрое движение | Отрегулируйте текущие параметры, уменьшите скорость сварки. |
| Сварочные опухоли | Нестабильный контроль расплава в бассейне, перекормка. | Улучшите навыки обращения с проволокой, направьте нужное количество проволоки. |
Вопросы безопасности и охраны окружающей среды при использовании TIG-сварки
— Используйте защитную маску от ультрафиолетового излучения, чтобы предотвратить ожоги от электрической дуги.
- Обеспечьте хорошую вентиляцию, чтобы избежать скопления аргона.
-Необходимо убрать легковоспламеняющиеся материалы из рабочей зоны, чтобы предотвратить пожар.
-Используйте термоизолирующие сварочные перчатки и термозащитные рукава.
Пример практического применения TIG-сварки (краткое описание)
Пример 1: сварка медицинского оборудования из нержавеющей стали.
Материал: нержавеющая сталь 304
Требования: сварной шов без пористости, однородная форма.
Технологический процесс: TIG-сварка постоянным током, низкотоковое регулирование глубины плавления, задержка подачи аргона 10 с.
Результаты: для соответствия требованиям неразрушающего контроля шлифовка сварного шва не требуется.
Пример 2: Сварка теплообменника из алюминиевого сплава
Материал: алюминиевая пластина 6061
Параметры процесса: сварка переменным током, предварительный нагрев до 120 °C, использование импульсного управления для предотвращения прогорания.
Результаты: прочность и герметичность соответствуют стандартам испытаний.
Будущие тенденции в TIG-сварке
- Интеграция автоматизации: роботизированная система для TIG-сварки широко используется в аэрокосмической отрасли и медицине.
- Интеллектуальное управление: замкнутый контур управления на основе распознавания изображений расплавленной ванны.
- Высокочастотная импульсная TIG-сварка: повышает эффективность и качество сварки тонких материалов.
- Разработка технологии многокомпонентной сварки: для удовлетворения потребностей в соединении разнородных металлов.
Дата публикации: 29 мая 2025 г.