Сварка TIG (сварка вольфрамовым электродом в среде инертного газа), также известная как GTAW, — это разновидность дуговой сварки неплавящимся вольфрамовым электродом в среде инертного газа (обычно аргона). Её основными характеристиками являются высокое качество сварки, чистота сварного шва и возможность высокоточной сварки различных металлических материалов.
Предпосылки развития сварки TIG
Возникнув в 1940-х годах для изготовления конструкций из алюминиевых сплавов для самолетов, она затем получила широкое применение в атомной энергетике, судостроении, электронной промышленности и производстве медицинского оборудования, став одной из незаменимых технологий прецизионной сварки в современной промышленности.
Принцип сварки TIG
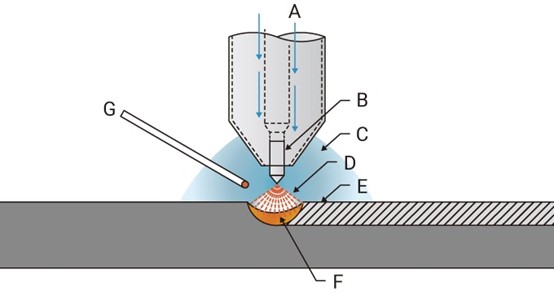
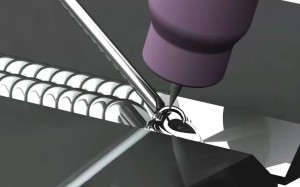
Сварка TIG (аргонодуговая сварка) использует источник постоянного или переменного тока для плавления металла посредством высокотемпературной дуги, образующейся между вольфрамовым электродом и заготовкой. Инертный газ защищает сварной шов от загрязнения кислородом и азотом воздуха.
Компоненты оборудования для сварки TIG
- Блок питания: сварочный аппарат постоянного или переменного тока
- Сварочный пистолет: включая держатель вольфрамового электрода, газовое сопло, систему водяного охлаждения и т. д.
- Вольфрамовый электрод: чистый вольфрам (W), торированный вольфрам (WT20), цериевый вольфрам (WC20) и т. д.
- Система защитного газа: в основном аргон, оснащена регулятором расхода и газовыми баллонами
- Присадочный металл (опционально): сварочная проволока, соответствующая основному материалу.
- Система охлаждения: для сварки большой мощности с использованием горелки с водяным охлаждением необходимо использовать охладитель.
Параметры и контрольные точки процесса сварки TIG
| Элемент | Диапазон параметров (пример) | Описание управления |
| Текущий тип | Постоянный ток (DC)/переменный ток | Переменный ток для алюминия, постоянный ток для нержавеющей стали |
| Текущий размер | 15-300А | Зависит от толщины платы и диаметра электрода |
| Поток газа | 8-15 л/мин | Стабильно в помещении без чрезмерного потока газа |
| Диаметр вольфрамового электрода | 1,0-4,0 мм | Тонкие электроды для тонких плат |
| Угол наклона сварочной горелки | наклон 10-15° | Для газовой защиты и рабочего пространства Благоприятно |
| Контроль длины дуги | 1-3 мм | Чем короче длина дуги, тем больше глубина проплавления. |
Применимые материалы и методы сварки для сварки TIG
Доступные материалы для сварки TIG
- Нержавеющая сталь (аустенитного типа, дуплексного типа)
- Алюминиевый сплав (серии 6000, 7000)
- Магниевый сплав, титановый сплав
- Медь и ее сплавы
- Жаропрочные сплавы (Инконель, Хастеллой)
Несколько видов сварки TIG
•Стыковая сварка

•Угловой шов
•Сварка труб и пластин TIG

•Односторонняя сварка TIG и двухсторонняя формовка

Преимущества и недостатки сварки TIG
Преимущества сварки TIG
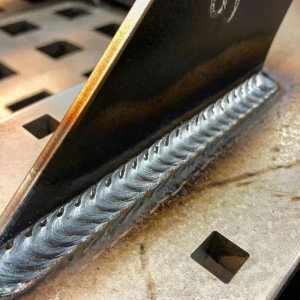
- Высокое качество сварного шва, практически полное отсутствие шлака и пористости
- Красивый сварной шов, подходящий для видимых деталей
- Тонкий контроль глубины и ширины расплава
- Отсутствие брызг, чистая среда
Недостатки сварки TIG
- Низкая скорость сварки
- Высокие эксплуатационные требования
- Более высокие затраты (газ, электрод, система водяного охлаждения)
- Не подходит для сварки больших толщин и высокой производительности.
Технические аспекты сварки TIG
Шлифовка электродов
- должен быть заточен до формы «кончика карандаша».
- Гладкая поверхность, без заусенцев
- Сохраняйте направление шлифования в соответствии с осью
Зажигание и закрытие дуги
- Зажигание дуги осуществляется в режиме высокочастотного пуска, что позволяет избежать соприкосновения с основным материалом.
- Перед замыканием дуги подачу газа следует прекратить с задержкой, чтобы исключить окисление сварного шва в процессе охлаждения (защита от обратного газа).
Навыки ручного управления
- Зафиксируйте руку и следите за расплавленной массой.
- Двигайтесь с постоянной скоростью, чтобы избежать дрожания.
- Синхронизированная подача проволоки, постоянный ритм
Распространенные проблемы и профилактические меры при сварке TIG
| Тип дефекта | Возможные причины | Профилактические меры |
| Газовые отверстия | Недостаточный поток газа, загрязняющие вещества | Сохраняйте чистоту газа и чистоту поверхности основного материала |
| Трещины | Недостаточный предварительный нагрев, слишком быстрое охлаждение | Контроль скорости охлаждения, правильный предварительный нагрев |
| Неспособность сработать | Низкий ток, слишком быстрое движение | Отрегулируйте параметры тока, уменьшите скорость сварки |
| Сварочные опухоли | Нестабильный контроль расплавленной массы, избыточная подача | Улучшайте навыки обращения с проволокой, подавайте нужное количество проволоки |
Вопросы безопасности и охраны окружающей среды при сварке TIG
- Наденьте маску с защитой от ультрафиолета, чтобы предотвратить ожоги от дуги.
- Обеспечьте хорошую вентиляцию, чтобы избежать скопления аргона.
-Уберите легковоспламеняющиеся материалы в рабочей зоне, чтобы предотвратить пожар.
-Используйте изоляционные сварочные перчатки и теплозащитные рукава.
Пример применения сварки TIG (краткое описание)
Случай 1: сварка медицинского оборудования из нержавеющей стали
Материал: нержавеющая сталь 304
Требования: сварной шов без пор, однородная форма
Процесс: сварка TIG постоянным током, слаботочное управление глубиной проплавления, задержка аргоновой защиты 10 с
Результаты: для соответствия требованиям неразрушающего контроля сварной шов не требует шлифовки.
Случай 2: Сварка теплообменника из алюминиевого сплава
Материал: алюминиевая пластина 6061
Параметры процесса: сварка переменным током, предварительный подогрев до 120 °C, использование импульсного управления для предотвращения прожогов
Результаты: прочность и герметичность соответствуют стандартам испытаний.
Будущие тенденции в сварке TIG
- Интеграция автоматизации: система робота TIG широко используется в аэрокосмической отрасли и медицине.
- Интеллектуальное управление: управление по замкнутому циклу с помощью распознавания изображений расплавленной ванны
- Высокочастотная импульсная сварка TIG: повышение эффективности и качества сварки тонких материалов
- Разработка технологии сварки нескольких материалов: для удовлетворения потребностей в соединениях разнородных металлов.
Время публикации: 29 мая 2025 г.