Como usar plasma para revestir rolamentos TCOs rolamentos TC geralmente se referem a rolamentos de esferas de ranhura profunda com vedações de borracha, amplamente utilizados em diversos equipamentos mecânicos, especialmente onde se exige um bom desempenho de vedação. A exposição prolongada a esse ambiente inevitavelmente causa desgaste e corrosão. O plasma é utilizado para fundir e revestir o interior dos rolamentos TC, obtendo-se um revestimento de alta dureza, resistente ao desgaste e à corrosão. Isso reduz o custo de substituição.

Princípio da tecnologia de revestimento por plasma
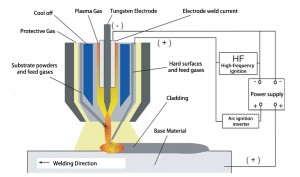
Revestimento de plasmaÉ um processo no qual um pó de liga metálica é fundido por um arco de plasma e pulverizado sobre a superfície de um substrato para formar um revestimento de alto desempenho. Caracteriza-se pela formação de uma ligação metalúrgica entre o revestimento e o substrato, o que melhora significativamente o desempenho deste último.
Trabalho preparatório antes do revestimento por plasma do furo do rolamento TC
A seguir, apresentamos um conjunto completo de soluções para revestimento por plasma de furos de mancais de TC, abrangendo o fluxo do processo, parâmetros técnicos, seleção de materiais e métodos de pós-tratamento, para garantir que o desempenho dos furos dos mancais possa ser efetivamente reparado ou aprimorado.
Qual é a finalidade do revestimento de rolamentos TC?

1. Restaurar as dimensões de furos desgastados ou corroídos e melhorar a precisão.
2. Melhorar a resistência ao desgaste, à corrosão e o desempenho em altas temperaturas da superfície do furo.
3. Aumentar a vida útil geral do rolamento para atender às necessidades de condições de trabalho severas.
Solução
1. Preparação
- Inspeção e avaliação:
- Utilize a CMM (Máquina de Medição por Coordenadas) para detectar o desvio dimensional do furo do rolamento e avaliar a quantidade de reparo necessária.
- Analisar o ambiente de trabalho e determinar o desempenho do furo a ser aprimorado (ex.: resistência ao desgaste, resistência à corrosão, etc.).
- Pré-tratamento da superfície:
- Limpe o furo do rolamento para remover óleo, camada oxidada e corrosão da superfície.
- Utilize jateamento de areia ou usinagem para aumentar a rugosidade da superfície do furo (Ra 6,3-12,5 μm) e melhorar a adesão do revestimento.
2. Seleção do material de fusão
De acordo com as condições de funcionamento dos rolamentos (como carga, velocidade e temperatura), deve-se escolher o material de revestimento adequado:
- Pó de liga à base de níquel:

- Cenário de aplicação: ambientes de alta temperatura e alta corrosão.
- Características: resistente ao desgaste, resistente à corrosão, dureza até50-60 HRC.
- Pó de liga à base de cobalto (ex: série Stellite):

- Cenário: ambiente de alta temperatura e alta carga.
- Características: alta resistência à oxidação em altas temperaturas, boa resistência ao impacto, dureza de até40-60 HRC.
- pó de liga à base de ferro:

- Cenário de aplicação: Equipamentos industriais em geral, opção econômica.
- Características: resistência moderada ao desgaste, baixo custo.
3. Processo de revestimento por plasma
- Seleção de equipamentos:
- Adotar equipamentos de revestimento a plasma CNC de alta precisão para garantir a uniformidade da camada de revestimento.
- Equipado com um bocal pequeno para revestimento de furos internos, adequado para peças com diâmetros internos de rolamento limitados.
- Parâmetros do processo:
- Corrente de fusão: 80-120 A (ajustada de acordo com o material).
- Velocidade de fusão: 10-50 mm/min.
- Fluxo de gás: 15-20 L/min (gás de proteção: argônio).
- Espessura de fusão: 0,5-2,0 mm, reparo de uma quantidade maior de fusão em camadas.
- Controle da temperatura entre camadas: não superior a 150 °C, para evitar o acúmulo de calor que leva à deformação do substrato.
- Processo de fusão:
1. Ajuste o centro do orifício interno para alinhá-lo com o bocal de fusão, garantindo assim a uniformidade da fusão.
2. Camada de base, formando uma camada de ligação metalúrgica uniforme.
3. De acordo com o projeto da espessura do revestimento em camadas, cada camada é projetada para resfriamento natural ou resfriamento auxiliar.
4. Tratamento subsequente
- Tratamento de usinagem:
Após a conclusão do revestimento, o furo é usinado até o tamanho projetado por retificação interna ou torneamento de precisão para garantir que a tolerância dimensional e a rugosidade da superfície atendam aos requisitos (por exemplo, Ra≤0,4 μm).
- Tratamento térmico (opcional):
- Tratamento térmico de alívio de tensões na camada de revestimento fundido para evitar fissuras causadas por tensões residuais.
- Inspeção de revestimento:
- Teste de dureza: A dureza da superfície do revestimento deve atender aos requisitos do projeto (ex.: 50-60 HRC).
- Ensaios não destrutivos: Ensaios ultrassônicos ou por partículas magnéticas no revestimento para detecção de fissuras ou poros.
- Teste de resistência de adesão: A resistência de adesão entre o revestimento e o material base deve atender aos requisitos (geralmente ≥30 MPa).
Vantagens do revestimento por plasma em mancais termopar
1. Relação custo-benefício: Comparado com a substituição dos rolamentos por novos, o reparo por revestimento de plasma é menos dispendioso e economiza custos de material.
2. Melhoria de desempenho: o desempenho do material revestido é melhor do que o do material original, o que prolonga a vida útil.
3. Flexibilidade do processo: diferentes materiais de revestimento podem ser selecionados de acordo com as condições reais de trabalho dos rolamentos.
4. Reutilizáveis: os rolamentos podem ser reparados diversas vezes após sofrerem danos.
A que devemos ter atenção no revestimento dos rolamentos TC?
1. Controle da entrada de calor:
Evite o superaquecimento do material base durante o processo de revestimento, o que pode levar à deformação ou à degradação do desempenho do rolamento.
2. Tolerância dimensional:
Após o revestimento, o furo deve ser usinado com precisão dentro da tolerância (por exemplo, nível H7 ou H6).
3. Adaptação ao ambiente operacional:
Otimizar o material de revestimento e os parâmetros do processo de acordo com as condições de operação do rolamento (ex.: temperatura, fluido).
Áreas de aplicação para revestimento por plasma de mancais de TC
•Máquinas de mineração: os furos dos mancais precisam ser reparados devido ao desgaste por carga excessiva.
•Indústria automotiva: reparo do furo de rolamentos de alta precisão para melhorar a durabilidade.
•Máquinas de construção: melhoria da resistência ao desgaste e à corrosão dos rolamentos em sistemas hidráulicos.
•Equipamentos industriais em geral: prolongar a vida útil de rolamentos de uso geral.
Data da publicação: 24/12/2024