プラズマを使用してTCベアリングをクラッドする方法TCベアリングとは、一般的にゴムシール付きの深溝玉軸受を指し、特に優れたシール性能が求められる様々な機械設備で広く使用されています。このような環境に長期間さらされると、摩耗や腐食は避けられません。プラズマを用いてTCベアリングの内側を溶融・被覆することで、高硬度で耐摩耗性・耐腐食性に優れた被覆層が得られます。これにより、交換コストを削減できます。

プラズマクラッディング技術の原理
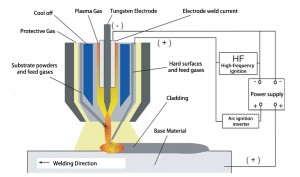
プラズマクラッディングこれは、合金粉末をプラズマアークで溶融し、基板表面に噴霧して高性能コーティングを形成するプロセスです。コーティングと基板との間に冶金的な結合が形成されることが特徴であり、これにより基板の性能が大幅に向上します。
TCベアリングボアのプラズマクラッディング前の準備作業
以下は、TCベアリングボアのプラズマクラッディングに関する包括的なソリューションであり、プロセスフロー、技術パラメータ、材料選定、後処理方法を網羅し、ベアリングボアの性能を効果的に修復または向上させることを目的としています。
TCベアリングのクラッドの目的は何ですか?

1. 摩耗または腐食した穴の寸法を修復し、精度を向上させます。
2. 穴の表面の耐摩耗性、耐腐食性、高温性能を向上させる。
3. 過酷な作業条件のニーズを満たすために、ベアリングの全体的な寿命を向上させる。
解決
1. 準備
- 検査および評価:
- CMMを使用してベアリング穴の寸法偏差を検出し、修理量を評価する。
- 作業環境を分析し、強化すべき穴の性能(耐摩耗性、耐腐食性など)を決定する。
- 表面前処理:
ベアリングの穴を清掃し、表面の油分、酸化層、腐食を除去します。
- サンドブラストまたは機械加工を使用して、穴の表面粗さを増加させます(Ra 6.3~12.5μm)そして、塗膜の密着性を向上させます。
2. 核融合材料の選択
ベアリングの動作条件(荷重、速度、温度など)に応じて、適切な被覆材を選択する。
- ニッケル基合金粉末:

適用シーン:高温、高腐食環境。
- 特性: 耐摩耗性、耐腐食性、硬度最大50~60 HRC。
- コバルト系合金粉末(例:ステライト系):

- シナリオ:高温、高負荷環境。
- 特性: 高温酸化耐性、優れた耐衝撃性、硬度最大40~60 HRC。
- 鉄系合金粉末:

- 適用シナリオ:一般的な産業機器、経済的な選択肢。
特徴:適度な耐摩耗性、低コスト。
3. プラズマクラッディングプロセス
- 機器の選定:
・高精度CNCプラズマクラッディング装置を採用し、クラッディング層の均一性を確保する。
・内穴クラッディング用の小型ノズルを装備しており、ベアリング内径が限られているワークピースに適しています。
- プロセスパラメータ:
・溶融電流:80~120A(材料に応じて調整)。
・溶解速度:10~50mm/分。
ガス流量:15~20 L/分(保護ガス:アルゴン)。
- 溶融厚さ:0.5~2.0mm、より多くの層状溶融を修復します。
- 層間温度制御:基板の変形につながる熱の蓄積を避けるため、150℃を超えないようにしてください。
- 溶解プロセス:
1. 溶融の均一性を確保するため、内側の穴の中心を溶融ノズルと一直線になるように調整します。
2. 底層を形成し、均一な冶金結合層を形成する。
3. 積層外装材の厚さの設計に応じて、各層は自然冷却または補助冷却のために完成されます。
4. その後の治療
- 機械加工処理:
被覆が完了した後、寸法公差と表面粗さが要求事項(例:Ra≤0.4μm)を満たすように、内径研削または精密旋削によって穴を設計サイズに加工します。
- 熱処理(オプション):
・溶融被覆層に残留応力による亀裂を防ぐための応力除去熱処理を施す。
- 外装材の点検:
- 硬度試験:コーティング表面の硬度は設計要件(例:50~60 HRC)を満たす必要があります。
・非破壊検査:コーティングの亀裂や気孔の有無を調べるための超音波検査または磁粉探傷検査。
- 接着強度試験:コーティングと基材間の接着強度は、要求事項(一般的に30MPa以上)を満たす必要があります。
プラズマクラッドTCベアリングの利点
1. コスト効率:ベアリングを新品に交換する場合と比較して、プラズマクラッド補修は費用が安く、材料費も節約できます。
2. 性能向上:コーティングされた材料の性能は元の材料よりも優れており、耐用年数が長くなります。
3. プロセスの柔軟性:ベアリングの実際の使用条件に応じて、異なるコーティング材料を選択できます。
4. 再利用可能:ベアリングは損傷後、何度も修理できます。
TCベアリングのクラッドに関して、どのような点に注意すべきでしょうか?
1. 熱入力制御:
クラッディング工程中に基材が過熱すると、ベアリングの変形や性能低下につながる可能性があるため、過熱を避けてください。
2. 寸法公差:
被覆後、ボアは公差内(例えばH7またはH6レベル)に精密機械加工する必要があります。
3.運用環境への適応:
ベアリングの動作条件(温度、媒体など)に応じて、被覆材とプロセスパラメータを最適化する。
TCベアリングのプラズマクラッディングの応用分野
•鉱山機械:高負荷による摩耗のため、ベアリングの穴を修理する必要があります。
•自動車産業:高精度ベアリングの内径を補修し、耐久性を向上させる。
•建設機械:油圧システムにおけるベアリングの耐摩耗性および耐腐食性の向上。
•一般産業機器:汎用ベアリングの耐用年数を延長します。
投稿日時:2024年12月24日