Jak używać plazmy do powlekania łożysk TCŁożyska TC to zazwyczaj łożyska kulkowe głębokorowkowe z uszczelnieniami gumowymi, które są szeroko stosowane w różnych urządzeniach mechanicznych, szczególnie tam, gdzie wymagana jest dobra szczelność. Długotrwała ekspozycja na to środowisko nieuchronnie prowadzi do zużycia i korozji. Do stopienia i pokrycia wnętrza łożysk TC stosuje się plazmę, co pozwala uzyskać powłokę o wysokiej twardości, odporności na zużycie i korozję. Pozwala to zaoszczędzić na kosztach wymiany.

Zasada technologii napawania plazmowego
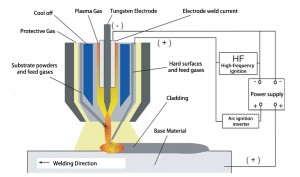
Okładzina plazmowaProces ten polega na stopieniu proszku stopowego za pomocą łuku plazmowego i natryskiwaniu go na powierzchnię podłoża w celu utworzenia powłoki o wysokiej wydajności. Proces ten charakteryzuje się tworzeniem wiązania metalurgicznego między powłoką a podłożem, co znacząco poprawia jego parametry.
Prace przygotowawcze przed napawaniem plazmowym otworu łożyska TC
Poniżej przedstawiono kompletny zestaw rozwiązań do napawania plazmowego otworów łożysk TC, obejmujący przebieg procesu, parametry techniczne, dobór materiałów i metody obróbki końcowej, które pozwalają na skuteczną naprawę lub poprawę parametrów eksploatacyjnych otworów łożysk.
Jaki jest cel stosowania okładzin łożysk TC?

1. Przywrócenie zużytych lub skorodowanych wymiarów otworów i zwiększenie dokładności.
2. Zwiększa odporność na zużycie, korozję i wysoką temperaturę powierzchni otworu.
3. Zwiększenie ogólnej żywotności łożyska, aby sprostać wymaganiom trudnych warunków pracy.
Rozwiązanie
1. Przygotowanie
- Kontrola i ocena:
- Za pomocą CMM wykryć odchyłki wymiarowe otworu łożyska i ocenić zakres naprawy.
- Przeanalizuj środowisko pracy i określ parametry otworu, które należy ulepszyć (np. odporność na zużycie, odporność na korozję itp.).
- Wstępna obróbka powierzchni:
- Wyczyść otwór łożyska, aby usunąć olej, warstwę utlenioną i korozję na powierzchni.
- W celu zwiększenia chropowatości powierzchni otworu należy zastosować piaskowanie lub obróbkę mechaniczną (Ra 6,3-12,5 μm) i poprawiają przyczepność powłoki.
W zależności od warunków pracy łożysk (takich jak obciążenie, prędkość, temperatura) należy wybrać odpowiedni materiał okładziny:
- Proszek stopowy na bazie niklu:

- Zastosowanie w środowisku o wysokiej temperaturze i dużej korozji.
- Charakterystyka: odporność na zużycie, odporność na korozję, twardość do50-60 HRC.
- Proszek stopowy na bazie kobaltu (np. seria Stellite):

- Scenariusz: środowisko o wysokiej temperaturze i dużym obciążeniu.
- Charakterystyka: odporność na utlenianie w wysokiej temperaturze, dobra udarność, twardość do40-60 HRC.
- Proszek stopowy na bazie żelaza:

- Scenariusz zastosowania: Ogólny sprzęt przemysłowy, wybór ekonomiczny.
- Charakterystyka: umiarkowana odporność na zużycie, niski koszt.
3. Proces napawania plazmowego
- Wybór sprzętu:
- Zastosowanie precyzyjnego sprzętu do napawania plazmowego CNC gwarantuje jednorodność warstwy napawania.
- Wyposażona w małą dyszę do pokrywania otworów wewnętrznych, odpowiednia do przedmiotów obrabianych o ograniczonej średnicy wewnętrznej łożysk.
- Parametry procesu:
- Prąd topienia: 80-120 A (regulowany w zależności od materiału).
- Prędkość topienia: 10-50 mm/min.
- Przepływ gazu: 15-20 l/min (gaz ochronny: argon).
- Grubość warstwy topionej: 0,5-2,0 mm, naprawa większej ilości warstw topionych.
- Kontrola temperatury międzywarstwowej: nie więcej niż 150°C, aby uniknąć kumulacji ciepła prowadzącej do odkształcenia podłoża.
- Proces topienia:
1. Wyreguluj środek otworu wewnętrznego tak, aby wyrównał się z dyszą topiącą, co zapewni równomierne topienie.
2. warstwa spodnia, tworząca jednolitą warstwę wiążącą metalurgicznie.
3. W zależności od grubości okładziny warstwowej, każda warstwa jest przeznaczona do chłodzenia naturalnego lub pomocniczego.
4. Dalsze leczenie
- Obróbka skrawaniem:
- Po zakończeniu nakładania powłoki otwór jest obrabiany mechanicznie do zaprojektowanego rozmiaru poprzez szlifowanie wewnętrzne lub toczenie precyzyjne, aby zapewnić, że tolerancja wymiarowa i chropowatość powierzchni spełniają wymagania (np. Ra ≤ 0,4 μm).
- Obróbka cieplna (opcjonalnie):
- Obróbka cieplna odprężająca zespoloną warstwę okładzinową w celu zapobiegania pęknięciom spowodowanym naprężeniami szczątkowymi.
- Kontrola okładzin:
- Badanie twardości: Twardość powierzchni powłoki powinna spełniać wymagania projektowe (np. 50-60 HRC).
- Badania nieniszczące: Badanie powłoki metodą ultradźwiękową lub magnetyczno-proszkową w celu wykrycia pęknięć lub porów.
- Badanie wytrzymałości wiązania: Wytrzymałość wiązania pomiędzy powłoką a materiałem bazowym powinna spełniać wymagania (zwykle ≥30 MPa).
Zalety łożysk TC z powłoką plazmową
1. Opłacalność: W porównaniu z wymianą łożysk na nowe, naprawa metodą napawania plazmowego jest tańsza i pozwala zaoszczędzić na kosztach materiałów.
2. Poprawa wydajności: wydajność powlekanego materiału jest lepsza niż materiału oryginalnego, co wydłuża żywotność.
3. Elastyczność procesu: różne materiały powłokowe można dobrać w zależności od rzeczywistych warunków pracy łożysk.
4. Możliwość wielokrotnego użytku: łożyska można naprawiać wielokrotnie po ich uszkodzeniu.
Na co należy zwrócić uwagę w przypadku okładzin łożysk TC?
1. Kontrola dopływu ciepła:
Należy unikać przegrzania materiału bazowego podczas procesu powlekania, gdyż może to prowadzić do odkształcenia lub pogorszenia parametrów eksploatacyjnych łożyska.
2. Tolerancja wymiarowa:
Po nałożeniu powłoki otwór należy poddać precyzyjnej obróbce mechanicznej, aby zachować tolerancję (np. poziom H7 lub H6).
3. Dostosowanie do środowiska operacyjnego:
Zoptymalizuj materiał powłoki i parametry procesu zgodnie z warunkami pracy łożyska (np. temperatura, medium).
Obszary zastosowań napawania plazmowego łożysk TC
•Maszyny górnicze: otwory łożyskowe wymagają naprawy ze względu na duże zużycie pod wpływem obciążeń.
•Przemysł motoryzacyjny: naprawa otworów łożysk precyzyjnych w celu zwiększenia trwałości.
•Maszyny budowlane: zwiększenie odporności na zużycie i korozję łożysk w układach hydraulicznych.
•Ogólny sprzęt przemysłowy: wydłużenie żywotności łożysk ogólnego zastosowania.
Czas publikacji: 24-12-2024