प्रेसिजन माइक्रो प्लाज्मा आर्क वेल्डिंग मेसिन






विशेषताहरू
1,पन्नी र पानालाई माइक्रो प्लाज्मा आर्क वेल्डिङद्वारा वेल्ड गर्न सकिन्छ; आर्क ऊर्जा उच्च छ, वेल्डिङ ताप प्रभावित क्षेत्र सानो छ, र वेल्डिङ विकृति धेरै सानो छ;
2,आर्क स्तम्भमा ठूलो कठोरता, सानो प्वाल प्रभाव, छिटो वेल्डिंग गति र उच्च उत्पादन दक्षता छ, जुन सामान्य आर्गन वेल्डिंगको भन्दा ३-६ गुणा बढी छ;
3,वेल्डमा थोरै दोषहरू छन्, धेरै वेल्डेबल सामग्रीहरू छन् र उच्च वेल्डिंग गुणस्तर छ;
4,उत्कृष्ट दोहोरिने उत्पादन, नोजलमा इलेक्ट्रोड संकुचन, प्रदूषण र जलाउन सजिलो छैन;
5,प्लाज्मा आर्कमा उच्च ऊर्जा घनत्व, उच्च आर्क स्तम्भको तापक्रम र बलियो प्रवेश क्षमता हुन्छ;
6,आर्क स्तम्भ पातलो छ र बलियो प्रवेश छ। पातलो-भित्ता भएको वर्कपीसलाई सिधै वेल्ड गर्न सकिन्छ र तयारी समय छोटो बनाउन सकिन्छ। ०.३ ~ १ मिमी मोटाई भएको स्टीललाई ग्रूभ बिना नै वेल्ड गर्न सकिन्छ र दुवै छेउमा (अर्थात् एकल पक्ष वेल्डिंग र डबल पक्ष गठन) बनाउन सकिन्छ। तनाव विकृति सानो छ।
Dml-v01a होस्ट प्यारामिटरहरू
| प्रेसिजन माइक्रो प्लाज्मा आर्क वेल्डिंग मेसिन | |||
| मुख्य प्राविधिक प्यारामिटरहरू र मोडेलहरू | DML-V01A को लागि सोधपुछ पेश गर्नुहोस्, हामी तपाईंलाई 24 घण्टामा सम्पर्क गर्नेछौं। | ||
| निरन्तर वेल्डिङ | पल्स वेल्डिङ | प्रेसिजन पल्स वेल्डिंग | |
| चाप धारा (a) | २.०-५.० | ||
| वेल्डिङ करेन्ट (a) | ०.१-१०-४० | ||
| आधार धारा (a) | ०.१-१०-४० | ||
| उठ्ने समय (हरू) | ०.०-५.० | ||
| अवतरण समय (हरू) | ०.०-५.० | ||
| वेल्डिङ समय (MS) |
| १-५०० | १-५०० |
| अन्तराल समय (MS) |
| १०-५०० |
|
| अग्रिम हवाई डेलिभरी (हरू) | १-१० | ||
| ग्यास समय ढिलाइ (हरू) | १-२० | ||
| आयन ग्याँस (लिटर / मिनेट) | ०.२५-२.५ | ||
| सुरक्षात्मक ग्यास (लिटर / मिनेट) | १-२५ | ||
| इनपुट भोल्टेज (V) | AC२२०V, ५०HZ | ||
| मूल्याङ्कन गरिएको इनपुट क्षमता (kVA) | १.१ | ||
| लोड अवधि दर (%) | ६०% | ||
| तौल (किलोग्राम) | 28 | ||
| विद्युत आपूर्तिको बाह्य आयाम (मिमी) | ५९०*३३०*३०० | ||
फाइदाहरू
1,वेल्डिङ स्ट्रिपको मोटाई आर्गन आर्क वेल्डिङको भन्दा सानो हुन्छ, सामान्यतया ०.३-०.५ मिमी। यसलाई कर्लिंग बिना वेल्ड गर्न सकिन्छ, र वेल्डिङको गुणस्तर राम्रो छ।
2,पाइपहरूको निरन्तर स्वचालित वेल्डिंगमा, प्लाज्मा आर्क लम्बाइको परिवर्तनले वेल्डिंगको गुणस्तरमा थोरै प्रभाव पार्छ, जुन आर्गन आर्क वेल्डिंग भन्दा फरक छ।
3,जब वेल्डिंग धारा धेरै सानो हुन्छ (३a भन्दा कम), माइक्रो प्लाज्मा आर्कको स्थिरता राम्रो हुन्छ, जबकि आर्गन आर्कको स्थिरता कमजोर हुन्छ।
4,ताप सांद्रताको कारण, माइक्रो प्लाज्मा आर्कको वेल्डिंग गति आर्गन आर्क वेल्डिंगको भन्दा बढी हुन्छ, र उत्पादकता उच्च हुन्छ।
5,स्टेनलेस स्टील, अलौह धातु र दुर्दम्य धातुहरू सहित विभिन्न धातुहरू वेल्ड गर्न सक्छ।
आवेदन क्षेत्रहरू
1,इलेक्ट्रोनिक र विद्युतीय घटकहरू (थर्मोकपल, मोटर, सिलिकन स्टील पाना, आदि)
2,उपकरणहरू, चिकित्सा उपकरणहरू (धातुको घण्टी, सटीक उपकरणका घटकहरू, आदि)
3,विशेष धातुहरूको वेल्डिंग (जस्तै टाइटेनियम, निकल, मोलिब्डेनम र अन्य विशेष धातुहरूले पनि कुशल वेल्डिंग कार्यान्वयन गर्न सक्छन्)
4,विमान र अन्तरिक्ष (विमानका सामानहरू, अन्तरिक्ष स्टेशनका सामानहरू, रिले, ग्यास सेन्सरहरू, आदि)
अल्ट्रा-थिन भित्ता पाइपको निरन्तर स्वचालित माइक्रो प्लाज्मा आर्क वेल्डिङ बन्द कम्प्रेसन आर्क वेल्डिङको प्रक्रिया जस्तै हो। प्लाज्मा वेल्डिङ टर्च र धातुका भागहरू बीचको भरपर्दो इन्सुलेशन सुनिश्चित गर्न वेल्डिङ डाइ स्लिभ र वेल्डिङ टर्चको बीचमा इन्सुलेशन स्लिभ स्थापना गरिएको छ। एकै समयमा, सुरक्षात्मक आर्गनलाई सानो चेम्बरमा बन्द गरिएको छ। अल्ट्रा-थिन भित्ता पाइपको लागि माइक्रो प्लाज्मा आर्क वेल्डिङको प्रक्रिया प्यारामिटरहरू आर्गन आर्क वेल्डिङको भन्दा बढी छन्। वेल्डिङ करेन्ट, वेल्डिङ गति र सुरक्षात्मक ग्यास प्रवाहको अतिरिक्त, काम गर्ने ग्यासको प्रवाह दर, सुरक्षात्मक ग्यासको संरचना पनि छन्। यी प्यारामिटरहरूले वेल्डिङको गुणस्तरलाई असर गर्छ। अनुभवले देखाउँछ कि अल्ट्रा-थिन भित्ता पाइपको उत्पादकतालाई असर गर्ने मुख्य प्रक्रिया प्यारामिटरहरू वेल्डिङ करेन्ट, काम गर्ने ग्यास प्रवाह दर र नोजल प्वाल व्यास हुन्।
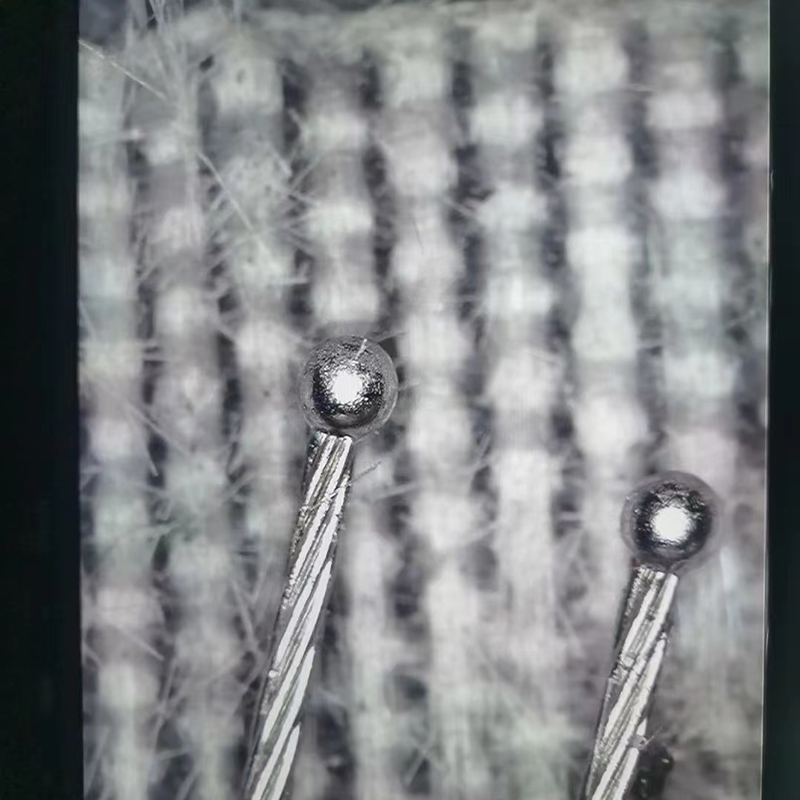
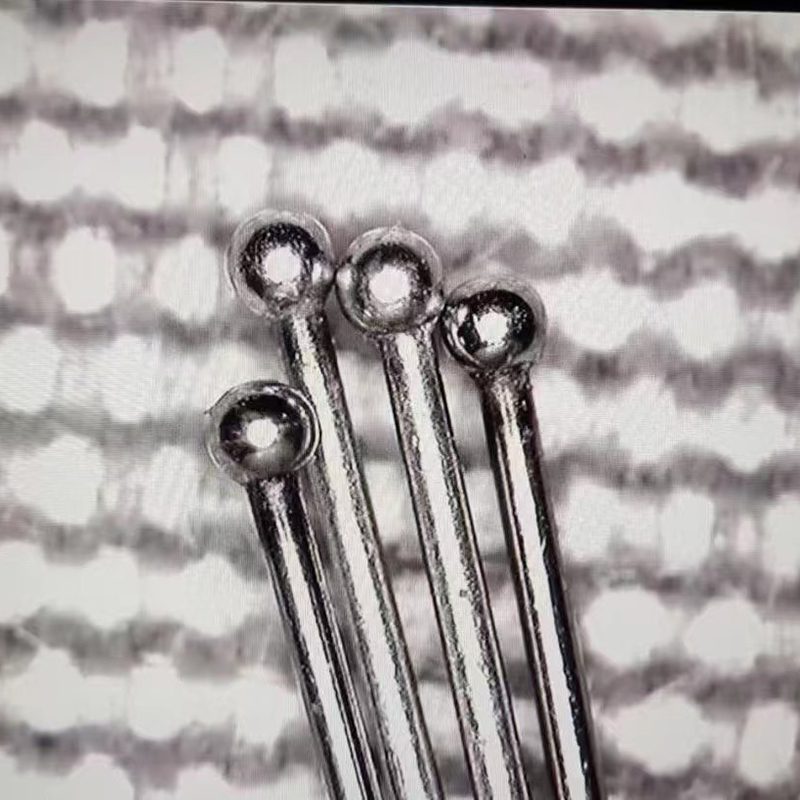
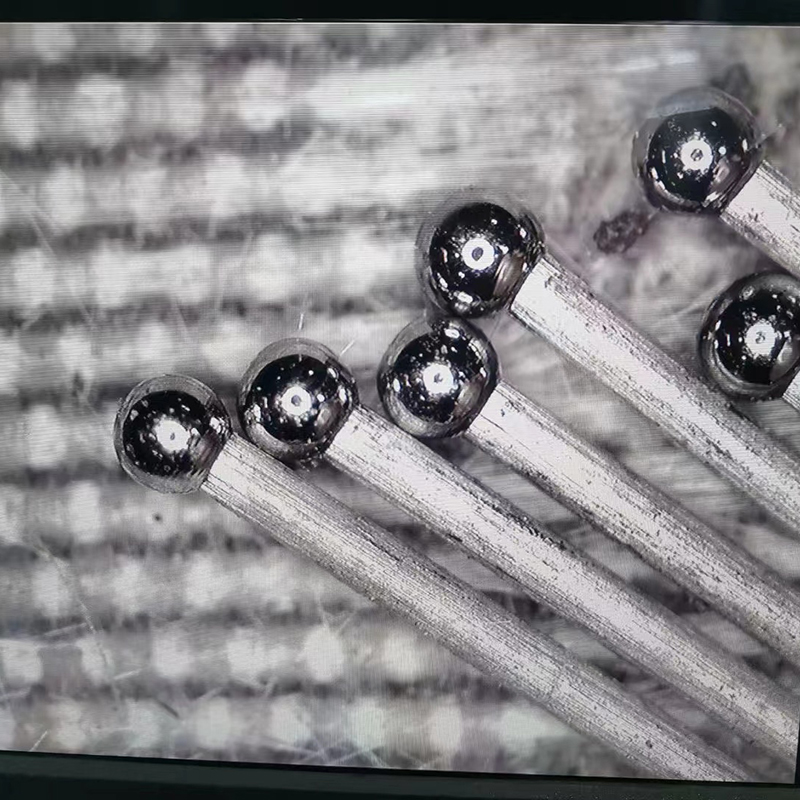
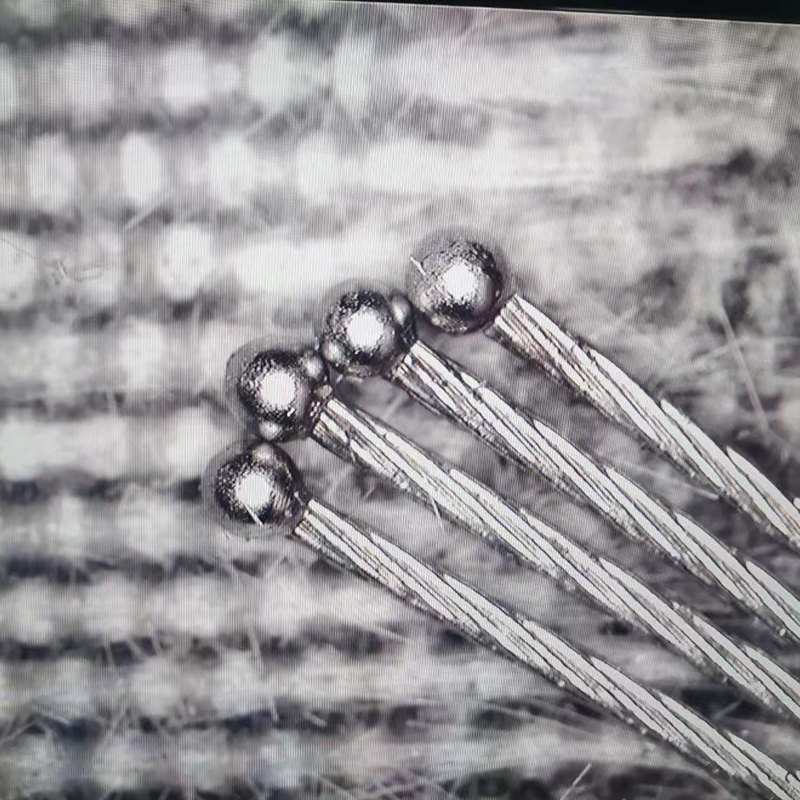
तस्विर प्रदर्शन