TIG metināšana (volframa inertās gāzes metināšana), kas pazīstams arī kā GTAW, ir loka metināšanas process, kurā izmanto nekūstamus volframa elektrodus, kas aizsargāti ar inertu gāzi (parasti argonu). Tā galvenās iezīmes ir augsta metināšanas kvalitāte, tīra metinājuma šuve un piemērotība dažādu metāla materiālu augstas precizitātes metināšanai.
TIG metināšanas attīstības pamatojums
radās 20. gs. četrdesmitajos gados alumīnija sakausējuma konstrukciju ražošanai lidmašīnām, un pēc tam to plaši izmantoja kodolenerģijas, kuģu būves, elektronikas un medicīnas iekārtu nozarēs, kļūstot par vienu no neaizstājamajām precīzās metināšanas tehnoloģijām mūsdienu rūpniecībā.
TIG metināšanas princips
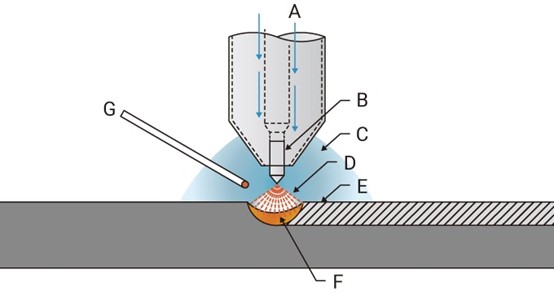
TIG metināšanā metāla kausēšanai tiek izmantots līdzstrāvas vai maiņstrāvas barošanas avots, izmantojot augstas temperatūras loku, kas rodas starp volframa elektrodu un sagatavi. Inertā gāze nodrošina aizsardzību pret metinājuma piesārņošanu ar atmosfēras skābekli un slāpekli.
TIG metināšanas iekārtu komponenti
- Barošanas bloks: nemainīgas strāvas līdzstrāvas vai maiņstrāvas metināšanas aparāts
- Metināšanas pistole: ieskaitot volframa elektroda turētāju, gāzes sprauslu, ūdens dzesēšanas sistēmu utt.
- Volframa elektrods: tīrs volframs (W), toriēts volframs (WT20), cērija volframs (WC20) un tā tālāk.
- Aizsarggāzes sistēma: galvenokārt argons, aprīkota ar plūsmas regulatoru un gāzes baloniem
- Pildmetāls (pēc izvēles): metināšanas stieple, kas atbilst pamatmateriālam.
- Dzesēšanas sistēma: lieljaudas metināšanai, izmantojot ar ūdeni dzesējamu metināšanas degli, jābūt aprīkotam ar dzesētāju.
TIG metināšanas procesa parametri un kontroles punkti
| Prece | Parametru diapazons (piemērs) | Kontrolpunkta apraksts |
| Pašreizējais tips | Līdzstrāva (DC)/maiņstrāva | Maiņstrāva alumīnijam, līdzstrāva nerūsējošajam tēraudam |
| Pašreizējais izmērs | 15–300 A | Atkarīgs no dēļa biezuma un elektroda diametra |
| Gāzes plūsma | 8–15 l/min | Stabils telpā bez pārmērīgas gāzes plūsmas |
| Volframa elektroda diametrs | 1,0–4,0 mm | Plāni elektrodi plānām plāksnēm |
| Metināšanas degļa leņķis | 10–15° slīpums | Gāzes aizsardzībai un darbības telpai Izdevīgs |
| Loka garuma kontrole | 1–3 mm | Jo īsāks loka garums, jo lielāks saplūšanas dziļums |
TIG metināšanai piemērojamie materiāli un metināšanas metodes
Pieejamie materiāli TIG metināšanai
- Nerūsējošais tērauds (austenīta, dupleksa)
- Alumīnija sakausējums (6000, 7000 sērija)
- Magnija sakausējums, titāna sakausējums
- Varš un tā sakausējumi
- Augstas temperatūras sakausējumi (Inconel, Hastelloy)
Vairāki TIG metināšanas veidi
•Muca metināšana

•Filejas metinājums
•TIG cauruļu un plākšņu metināšana

•TIG vienpusēja metināšana un abpusēja formēšana

TIG metināšanas priekšrocības un trūkumi
TIG metināšanas priekšrocības
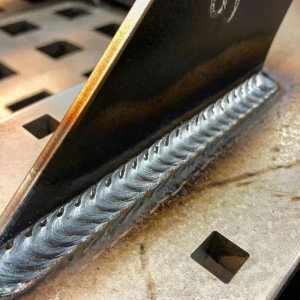
- Augstas kvalitātes metinājums, gandrīz bez izdedžiem un porainības.
- Skaista metinājuma šuve, piemērota redzamām detaļām
- Precīza kušanas dziļuma un kušanas platuma kontrole
- Nav šļakatu, tīra vide
TIG metināšanas trūkumi
- Lēns metināšanas ātrums
- Augstas ekspluatācijas prasības
- Augstākas izmaksas (gāze, elektrods, ūdens dzesēšanas sistēma)
- Nav piemērots lielam biezumam un augstas jaudas metināšanai
TIG metināšanas tehniskie aspekti
Elektrodu slīpēšana
- jābūt uzasinātam līdz "zīmuļa uzgaļa formai".
- Gluda virsma, bez raupjumiem
- Slīpēšanas virzienam jābūt vienādam ar asi
Loka ierosināšana un loka aizvēršana
- Loka iedarbināšanai tiek izmantots augstfrekvences iedarbināšanas režīms, lai izvairītos no saskares ar pamatmateriālu.
- Pirms loka aizvēršanas gāze jāizslēdz ar aizkavēšanos, lai nodrošinātu, ka metināšanas šuve dzesēšanas procesā neoksidējas (gāzes atpakaļplūsmas aizsardzība).
Manuālās darbības prasmes
- Stabilizējiet roku un turiet skatienu no izkusušā ūdens peļķes.
- Pārvietojieties ar vienmērīgu ātrumu, lai izvairītos no vibrācijas
- Sinhronizēta stieples padeve, nemainīgs ritms
TIG metināšanas bieži sastopamās problēmas un preventīvie pasākumi
| Defekta veids | Iespējamie cēloņi | Preventīvie pasākumi |
| Gāzes caurumi | Nepietiekama gāzes plūsma, piesārņotāji | Uzturēt gāzi tīru, tīru pamatmateriāla virsmu |
| Plaisas | Nepietiekama uzsildīšana, pārāk ātra dzesēšana | Dzesēšanas ātruma kontrole, pareiza uzsildīšana |
| Nespēja drošinātāju | Zema strāva, pārāk ātra kustība | Pielāgojiet strāvas parametrus, samaziniet metināšanas ātrumu |
| Metināšanas audzēji | Nestabila kausējuma baseina kontrole, pārbarošana | Uzlabojiet apstrādes prasmes, padodiet pareizo stieples daudzumu |
Drošības un vides apsvērumi, izmantojot TIG metināšanu
- Lai novērstu loka apdegumus, valkājiet UV aizsargmasku
- Nodrošiniet labu ventilāciju, lai novērstu argona gāzes uzkrāšanos
-Lai novērstu ugunsgrēku, darba zonā notīriet viegli uzliesmojošus materiālus
-Izmantojiet izolētus metināšanas cimdus, karstumizturīgas piedurknes
TIG metināšanas pielietojuma gadījuma izpēte (īss apraksts)
1. gadījums: nerūsējošā tērauda medicīnisko iekārtu metināšana
Materiāls: 304 nerūsējošais tērauds
Prasības: metinājums bez porainības, vienmērīga forma
Process: TIG līdzstrāvas metināšana, kušanas dziļuma kontrole ar zemu strāvu, argona aizsardzības aizture 10 s
Rezultāti: lai izpildītu nesagraujošās testēšanas prasības, metinājuma šuve nav jāslīpē.
2. gadījums: Alumīnija sakausējuma siltummaiņa metināšana
Materiāls: 6061 alumīnija plāksne
Procesa parametri: maiņstrāvas metināšana, iepriekšēja uzsildīšana līdz 120 °C, impulsu vadības izmantošana, lai novērstu caurdegšanu
Rezultāti: izturība, blīvējums atbilstoši testa standartiem
TIG metināšanas nākotnes tendences
- Automatizācijas integrācija: TIG robotu sistēma ir plaši izmantota kosmosa un medicīnas aprūpē
- Inteliģenta vadība: Slēgtas cilpas vadība, izmantojot kausējuma baseina attēla atpazīšanu
- Augstas frekvences impulsa TIG: uzlabo plānu materiālu metināšanas efektivitāti un kvalitāti
- Daudzmateriālu metināšanas tehnoloģijas izstrāde: lai apmierinātu dažādu metālu savienojumu vajadzības
Publicēšanas laiks: 2025. gada 29. maijs