Soldatura TIG (Soldatura Gasis Inertis Tungsteni)Ars electrica GTAW appellata, genus est processus sudationis arcualis utens electrodis tungstenis non fusibilibus, gaso inerti (plerumque argone) protectis. Eius proprietates praecipuae sunt alta qualitas sudationis, sutura sudationis munda, et aptitudo ad sudationem altae praecisionis variarum materiarum metallicarum.
Fundamenta progressionis soldadurae TIG
Orta est in annis 1940 ad fabricandas structuras ex mixtura aluminii pro aeroplanis, et deinde late adhibita est in industria energiae nuclearis, navium constructionis, electronicarum et apparatuum medicorum, una ex technologiis soldadurae accuratae irreparabilibus in industria moderna facta.
Principium soldadurae TIG
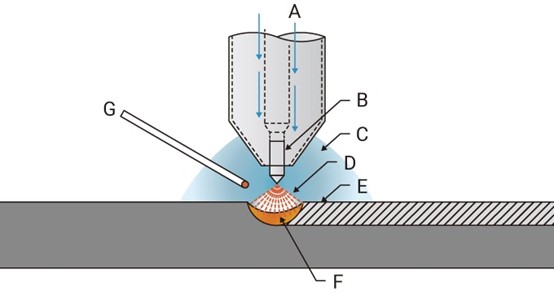
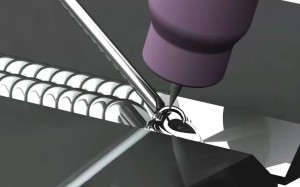
Soldatura TIG fontem potentiae DC vel AC adhibet ad metallum liquefaciendum per arcum altae temperaturae qui inter electrodum tungstenicum et opus solvendi generatur. Gas iners praesidium praebet contra contaminationem suturae ab oxygenio atmosphaerico et nitrogenio.
Partes Instrumentorum ad Soldandum TIG
- Unitas fontis potentiaeMachina ad ferramentum electricum continuum vel alternatum (DC vel AC) constantis currentis
- Sclopetum soldandi: inclusis tenendo electrodi tungsteni, rostro gasii, systemate refrigerationis aquae, etc.
- Electrodum tungsteni: tungsteni puri (W), tungsteni thoriati (WT20), tungsteni cerii (WC20) et cetera.
- Systema gasis protectivi: praecipue argon, instructum regulatore fluxus et cylindris gasis
- Metallum adimplens (ad libitum): filum soldadurae materiae basi congruens.
- Systema refrigerationis: soldadura magnae potentiae utens facem soldadurae aqua refrigerata refrigeratore instructa esse debet.
Parametri et puncta moderationis processus soldadurae TIG
| Res | Spatium parametrorum (exemplum) | Descriptio moderationis |
| Typus currentis | Currens continuus (DC)/AC | AC pro aluminio, DC pro chalybe inoxidabili |
| Magnitudo praesens | 15-300A | Crassitudo tabulae et diametrum electrodi pendet |
| Fluxus gasis | 8-15L/min | Stabilis in cubiculo sine nimio fluxu gasis |
| Diameter electrodi tungsteni | 1.0-4.0mm | Electroda tenuia pro tabulis tenuibus |
| Angulus faces soldandi | Inclinatio 10-15° | Pro protectione gasis et spatio operationis favente |
| Imperium longitudinis arcus | 1-3mm | Quo brevior arcus longitudo, eo maior fusionis profunditas |
Materiae et modi soldadurae applicabiles ad soldaduram TIG
Materiae praesto ad soldaduram TIG
- Chalybs inoxidabilis (genus austeniticus, genus duplex)
- Mixtura aluminii (series 6000, 7000)
- Mixtura magnesii, mixtura titanii
Cuprum et eius mixturae
- Mixturae ad altas temperaturas aptatae (Inconel, Hastelloy)
Plures formae soldadurae TIG
•Soldatura a tergo

•Sutura angularis
•Soldatura TIG tuborum et laminarum

•Soldatura TIG unilateralis et formatio utrinque

Commoda et incommoda soldadurae TIG
Commoda soldadurae TIG
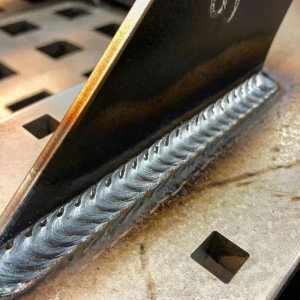
- Sutura altae qualitatis, paene nulla scoria et porositas
- Pulchra sutura, apta partibus conspicuis
- Subtilis temperatio profunditatis et latitudinis liquefactae
- Nullae aspersiones, ambitus mundus
Incommoda soldadurae TIG
- Tarda celeritas soldadurae
- Altae necessitates operandi
- Sumptus maiores (gas, electrodum, systema refrigerationis aquae)
- Inaptus magnis crassitudinibus et magnae capacitatis soldadurae
Puncta technica operationis soldadurae TIG
Trituratio electrodorum
- in "formam cuspis penicilli" acuenda est.
- Superficies laevigata, sine lapis
- Directionem triturae cum axe congruentem serva.
Arcus initiatus et arcus clausus
Arcus initiatio modum incipiendi altae frequentiae adhibet ne materiam basalem tangat.
- Antequam arcus claudatur, gas cum mora intercludi debet ne sutura durante refrigeratione oxidetur (praesidium gasis retroversi).
Artes Operationis Manualis
Manum stabili et oculos in lacum liquefactum tene.
- Aequabili celeritate movere ne trepidatio fiat
- Synchronizata filorum alimentatio, rhythmus constans
Problemata Communia et Mensurae Praecavendae Soldaturae TIG
| Genus Vitii | Causae Possibiles | Mensurae Praecavendae |
| Foramina Gasi | Fluxus Gasis Insufficiens, Contaminantes | Gas purum serva, superficiem materiae basis mundam serva. |
| Fissurae | Praecalefactio Insufficiens, Refrigeratio Nimis Celeris | Moderatio Refrigerationis, Praecalefactio Recta |
| Defectus Fusionis | Currentis Humilis, Nimis Celeriter Motus | Parametros Currentis Adapta, Celeritatem Soldandi Minue |
| Tumores Soldandi | Imperium Stagni Liquefacti Instabilis, Superalimentatio | Artes Tractandi Excole, Rectam Fili Quantitatem Nutri |
Salutis et curae de ambitu in usu soldadurae TIG
- Larvam contra UV protegentem gerere ad ustiones arcus arcendi vitandas.
- Bona ventilatio servanda est ad gas argonis accumulationem vitandam.
-Materias inflammabiles in area operationis purgare ad ignem vitandum.
-Chirothecas ferrarias insulatas, manicas caloris protegentes adhibe.
Exemplum applicationis soldadurae TIG (brevis)
Casus 1: ferruminatio instrumentorum medicorum ex chalybe inoxidabili
Materia: chalybs inoxidabilis 304
Requisita: sutura sine porositate, forma uniformis
Processus: Soldatura TIG DC, moderatio profunditatis fusionis humilis currentis, mora tutelae argonis 10s
Resultata: ad requisita probationum non destructivarum implenda, sutura non opus est ad trituram.
Casus II: Soldatura permutatoris caloris ex mixtura aluminii
Materia: lamina aluminii 6061
Parametri processus: soldadura AC, praecalefactio ad 120°C, usus moderationis impulsuum ad combustionem prohibendam
Resultata: robur, obsignatio ad normas probationis implendas
Tendentiae futurae in soldadura TIG
- Integratio automationis: Systema roboticum TIG late in aëronautica et cura medica adhibitum est.
- Imperium intelligente: Imperium circuitus clausi per recognitionem imaginis piscinae liquefactae
- TIG pulsatilis altae frequentiae: efficientiam soldadurae et qualitatem materiarum tenuium auget
- Progressus technologiae soldadurae multi-materiae: ad necessitates nexuum metallicorum dissimilium implendas
Tempus publicationis: XXIX Maii, MMXXXV