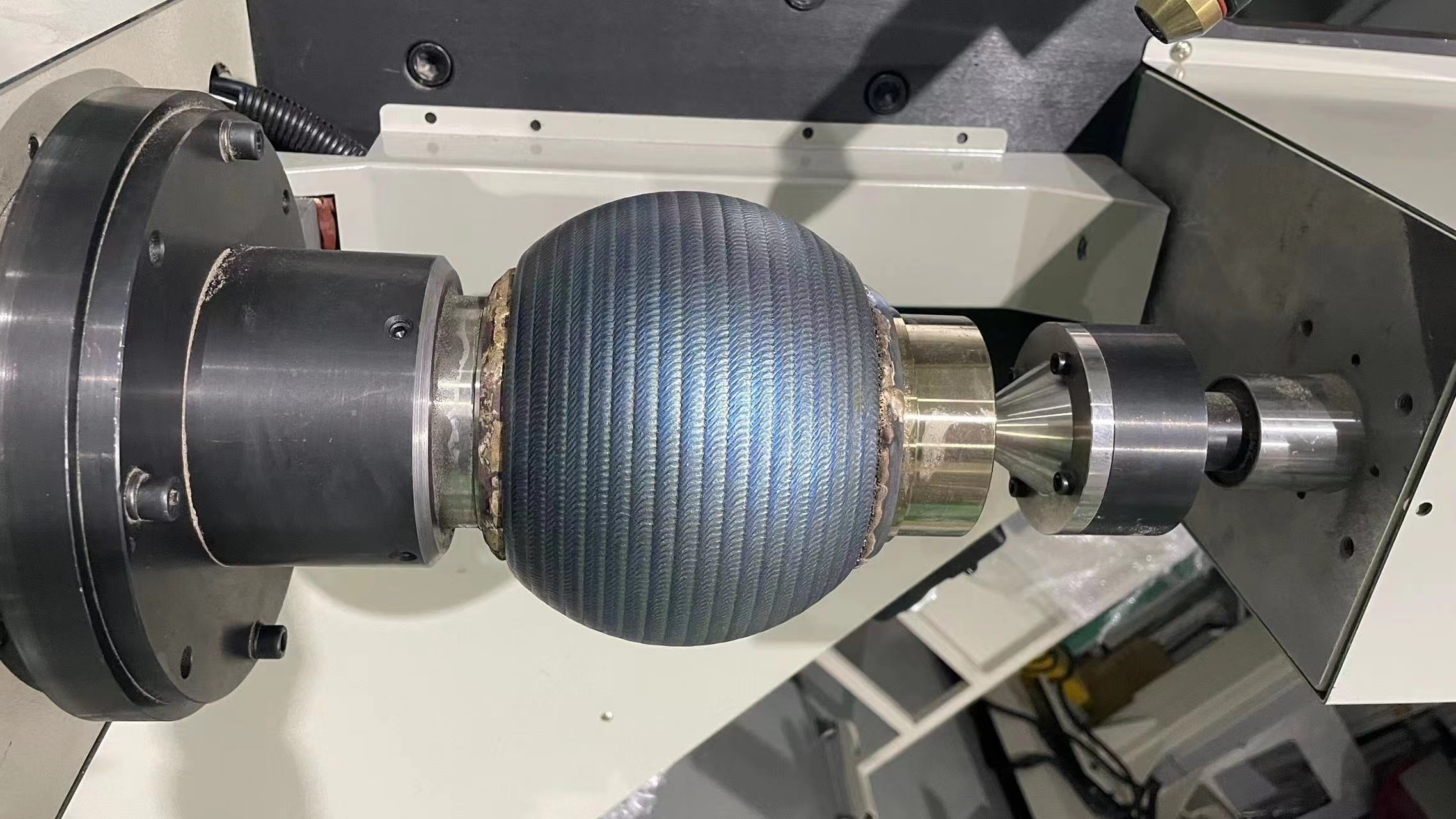
Como revestir a superfície da válvula de esfera com soldagem PTA
A Shanghai Duomu possui vasta experiência em revestimento de válvulas com soldagem PTA.
O Co 6 aflora na superfície, o depósito apresenta-se claro e fluido, a taxa de diluição é contrabalançada e não há fissuras.
Perceber:
A. As esferas se oxidariam quando o material de revestimento entrasse em contato com a alta temperatura, o que facilmente resultaria em...
Óxidos para entrar na poça de fusão. Se você não operou bem, é possível que eles consigam emergir do poro.
B. O revestimento de soldagem tem o formato de um arco, sendo fácil a saída de inclusões de escória em ambos os lados dos cordões durante o processo de oscilação. Portanto, é necessário adicionar um tempo de pausa.
C. O modo de soldagem sugerido é o de oscilação + progressão com baixa velocidade para evitar que a sobreposição, muito rápida, gere fissuras na junta devido à tensão excessiva.
Os parâmetros são os seguintes, para sua referência.
| Peça de trabalho | Válvula de esfera | ||||
| Diâmetro | 165 mm | ||||
| Pó de superfície | Co 6 | ||||
| Espessura da superfície | 2,5 mm | ||||
| Tipo de superfície | PTA | ||||
| Modo de equipamento | V03BD + ferramentas para válvula de esfera | ||||
| Tempo de pré-aquecimento | 2H | ||||
| Modo de pré-aquecimento | Aquecimento elétrico | ||||
| Pré-aquecimento a temperatura mínima | 150 ℃ | ||||
| Temperatura máxima entre passagens | 350℃ | ||||
| Modo de superfície | Mexer + Progressão | Parâmetro atual | Gás de proteção | ||
| velocidade de giro | 0,31 rpm | Corrente do arco principal | 80A | Gás | Ar |
| Largura de oscilação | 8,8 mm | Valor base atual | 45A | Gás de alimentação de pó | 3,5 L/min |
| Velocidade de oscilação | 20 mm/s | Corrente do arco piloto | 20A | gás iônico | 1,2 L/min |
| Tempo restante pausa | 0,3 s | taxa de alimentação de pó | 20 g/min | Gás de proteção | 10 L/min |
| Pausa no momento certo | 0 s | Aumentar o tempo | 0,1s | ||
| Distância de progressão | 6,7 mm | Tempo de queda | 0,5s | ||
| Velocidade de progressão | 1,4 mm/s | Hora do escudo | 10s | ||
| temperatura de conservação de calor | 450℃ por 2h-2,5h | ||||
| temperatura de toque | Esfrie em ar parado a 300°C | ||||

Vídeo
Data da publicação: 03/11/2022