Spawanie metodą TIG (spawanie wolframem w osłonie gazów obojętnych), znany również jako GTAW, to rodzaj procesu spawania łukowego z wykorzystaniem nietopliwych elektrod wolframowych, osłoniętych gazem obojętnym (zazwyczaj argonem). Jego głównymi cechami są wysoka jakość spoiny, czyste spoiny oraz możliwość precyzyjnego spawania różnorodnych materiałów metalowych.
Tło rozwoju spawania metodą TIG
Technologia ta powstała w latach 40. XX wieku w celu produkcji aluminiowych konstrukcji lotniczych. Następnie znalazła szerokie zastosowanie w energetyce jądrowej, przemyśle stoczniowym, elektronicznym i medycznym, stając się niezastąpioną technologią precyzyjnego spawania w nowoczesnym przemyśle.
Zasada spawania metodą TIG
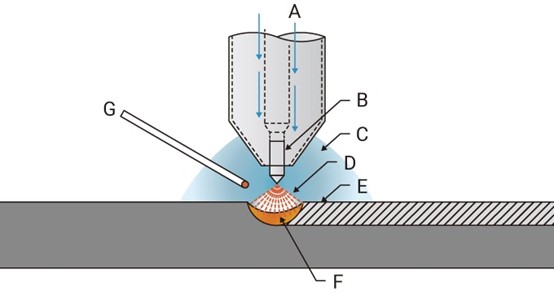
Spawanie metodą TIG wykorzystuje źródło prądu stałego lub przemiennego do topienia metalu za pomocą łuku elektrycznego o wysokiej temperaturze wytwarzanego między elektrodą wolframową a elementem spawanym. Gaz obojętny zapewnia ochronę spoiny przed zanieczyszczeniem tlenem atmosferycznym i azotem.
Komponenty urządzeń do spawania metodą TIG
- Jednostka zasilająca: spawarka stałoprądowa DC lub AC
- Pistolet spawalniczy:w tym uchwyt elektrody wolframowej, dysza gazowa, układ chłodzenia wodnego itp.
- Elektroda wolframowa: czysty wolfram (W), wolfram torowany (WT20), wolfram cerowy (WC20) i inne.
- Instalacja gazu ochronnego: głównie argon, wyposażona w regulator przepływu i butle gazowe
- Materiał dodatkowy (opcjonalnie): drut spawalniczy dobrany do materiału podstawowego.
- Układ chłodzenia: spawanie dużej mocy palnikiem spawalniczym chłodzonym wodą wymaga wyposażenia w chłodnicę
Parametry i punkty kontrolne procesu spawania metodą TIG
| Przedmiot | Zakres parametrów (przykład) | Opis kontroli |
| Aktualny typ | Prąd stały (DC)/prąd przemienny | Prąd przemienny dla aluminium, prąd stały dla stali nierdzewnej |
| Aktualny rozmiar | 15-300A | Zależy od grubości płytki i średnicy elektrody |
| Przepływ gazu | 8-15 l/min | Stabilny w pomieszczeniu, bez nadmiernego przepływu gazu |
| Średnica elektrody wolframowej | 1,0-4,0 mm | Cienkie elektrody do cienkich płytek |
| Kąt palnika spawalniczego | Pochylenie 10-15° | Do ochrony gazowej i przestrzeni operacyjnej Korzystne |
| Kontrola długości łuku | 1-3 mm | Im krótsza długość łuku, tym większa głębokość wtopienia |
Materiały i metody spawania stosowane w spawaniu metodą TIG
Dostępne materiały do spawania metodą TIG
- Stal nierdzewna (typu austenitycznego, typu duplex)
- Stop aluminium (seria 6000, 7000)
- Stop magnezu, stop tytanu
- Miedź i jej stopy
- Stopy wysokotemperaturowe (Inconel, Hastelloy)
Kilka form spawania metodą TIG
•Spawanie doczołowe

•Spoina pachwinowa
•Spawanie rur i blach metodą TIG

•Spawanie jednostronne metodą TIG i formowanie dwustronne

Zalety i wady spawania metodą TIG
Zalety spawania metodą TIG
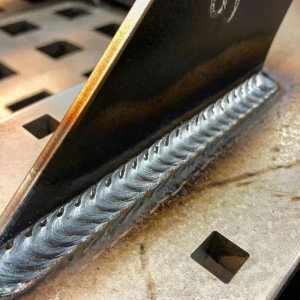
- Wysokiej jakości spoina, praktycznie bez żużla i porowatości
- Piękny spaw, odpowiedni do widocznych części
- Dokładna kontrola głębokości i szerokości topienia
- Brak rozprysków, czyste środowisko
Wady spawania metodą TIG
- Niska prędkość spawania
- Wysokie wymagania eksploatacyjne
- Wyższe koszty (gaz, elektroda, układ chłodzenia wodnego)
- Nie nadaje się do spawania o dużej grubości i dużej wydajności
Techniczne aspekty spawania metodą TIG
Szlifowanie elektrod
- powinny być zaostrzone do kształtu „końcówki ołówka”.
- Gładka powierzchnia, bez zadziorów
- Utrzymuj kierunek szlifowania zgodny z osią
Inicjacja łuku i zamknięcie łuku
- Łuk elektryczny inicjowany jest w trybie rozruchu o wysokiej częstotliwości, aby uniknąć kontaktu z materiałem bazowym.
- Przed zamknięciem łuku gaz powinien zostać wyłączony z opóźnieniem, aby zapobiec utlenianiu się spoiny podczas procesu chłodzenia (ochrona przed cofaniem się gazu)
Umiejętności obsługi ręcznej
- Ustabilizuj dłoń i nie spuszczaj wzroku z roztopionego jeziora.
- Poruszaj się z jednolitą prędkością, aby uniknąć drgań
- Zsynchronizowane podawanie drutu, stały rytm
Typowe problemy i środki zapobiegawcze przy spawaniu metodą TIG
| Rodzaj wady | Możliwe przyczyny | Środki zapobiegawcze |
| Otwory gazowe | Niewystarczający przepływ gazu, zanieczyszczenia | Utrzymuj gaz w czystości, czyść powierzchnię materiału bazowego |
| Spękanie | Niewystarczające podgrzewanie wstępne, zbyt szybkie chłodzenie | Kontrola szybkości chłodzenia, prawidłowe podgrzewanie wstępne |
| Brak bezpiecznika | Niski prąd, poruszający się zbyt szybko | Dostosuj parametry prądu, zmniejsz prędkość spawania |
| Guzy spawalnicze | Niestabilna kontrola roztopionego materiału, przeładowanie | Popraw umiejętności obsługi, podawaj odpowiednią ilość drutu |
Bezpieczeństwo i kwestie środowiskowe podczas stosowania spawania metodą TIG
- Noś maskę z filtrem UV, aby zapobiec poparzeniom łukiem elektrycznym.
- Utrzymuj dobrą wentylację, aby zapobiec gromadzeniu się gazu argonowego
-Aby zapobiec powstaniu pożaru, należy oczyścić obszar operacyjny z materiałów łatwopalnych.
-Stosuj izolowane rękawice spawalnicze i rękawy chroniące przed ciepłem
Studium przypadku zastosowania spawania metodą TIG (krótkie)
Przypadek 1: spawanie sprzętu medycznego ze stali nierdzewnej
Materiał: stal nierdzewna 304
Wymagania: spoina bez porowatości, jednolity kształt
Proces: spawanie metodą TIG DC, niskoprądowa kontrola głębokości wtopienia, opóźnienie zabezpieczenia argonowego 10 s
Wyniki: aby spełnić wymagania badań nieniszczących, spoiny nie wymagają szlifowania
Przypadek 2: Spawanie wymiennika ciepła ze stopu aluminium
Materiał: płyta aluminiowa 6061
Parametry procesu: spawanie prądem przemiennym, podgrzewanie wstępne do 120°C, zastosowanie sterowania pulsacyjnego w celu zapobiegania przepaleniom
Wyniki: wytrzymałość, uszczelnienie zgodne z normami testowymi
Przyszłe trendy w spawaniu metodą TIG
- Integracja automatyzacji: System robota TIG jest szeroko stosowany w przemyśle lotniczym i medycznym
- Inteligentne sterowanie: sterowanie w pętli zamkniętej poprzez rozpoznawanie obrazu w zbiorniku stopionego metalu
- Spawanie impulsowe TIG o wysokiej częstotliwości: poprawa wydajności i jakości spawania cienkich materiałów
- Rozwój technologii spawania wielomateriałowego: w celu spełnienia wymagań połączeń różnych metali
Czas publikacji: 29 maja 2025 r.