Soudage TIG (soudage au gaz inerte de tungstène)Le soudage TIG (ou soudage à l'arc sous protection gazeuse) est un procédé de soudage à l'arc utilisant des électrodes de tungstène non fusibles, sous protection d'un gaz inerte (généralement de l'argon). Ses principaux atouts sont une qualité de soudure élevée, un cordon de soudure propre et une aptitude au soudage de haute précision d'une grande variété de matériaux métalliques.
Contexte du développement du soudage TIG
Développée dans les années 1940 pour la fabrication de structures en alliage d'aluminium destinées à l'aéronautique, cette technique a ensuite été largement utilisée dans les secteurs de l'énergie nucléaire, de la construction navale, de l'électronique et des équipements médicaux, devenant ainsi l'une des technologies de soudage de précision irremplaçables de l'industrie moderne.
Principe du soudage TIG
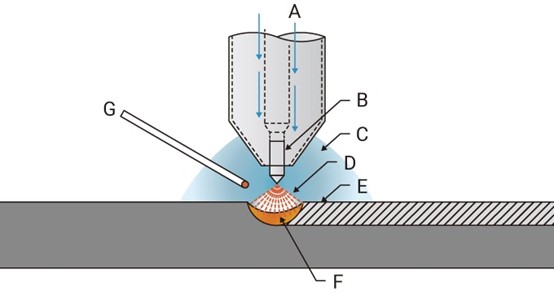
Le soudage TIG utilise une source de courant continu ou alternatif pour faire fondre le métal grâce à un arc électrique à haute température généré entre une électrode de tungstène et la pièce à souder. Un gaz inerte protège la soudure de la contamination par l'oxygène et l'azote atmosphériques.
Composants d'équipement pour le soudage TIG
- bloc d'alimentation: soudeuse à courant continu ou alternatif
- pistolet de soudage: y compris le porte-électrode en tungstène, la buse à gaz, le système de refroidissement à eau, etc.
- Électrode en tungstène : tungstène pur (W), tungstène thorié (WT20), tungstène au cérium (WC20), etc.
- Système de gaz de protection : principalement de l'argon, équipé d'un régulateur de débit et de bouteilles de gaz
- Métal d'apport (facultatif) : fil de soudure assorti au matériau de base.
- Système de refroidissement : le soudage haute puissance utilisant une torche de soudage refroidie à l'eau nécessite un système de refroidissement.
Paramètres et points de contrôle du procédé de soudage TIG
| Article | Plage de paramètres (exemple) | Description du contrôle |
| Type actuel | Courant continu (CC) / Courant alternatif (CA) | Courant alternatif pour l'aluminium, courant continu pour l'acier inoxydable |
| Taille actuelle | 15-300A | Cela dépend de l'épaisseur du circuit imprimé et du diamètre des électrodes |
| Débit de gaz | 8-15 L/min | Stable dans la pièce sans flux de gaz excessif |
| diamètre de l'électrode en tungstène | 1,0-4,0 mm | Électrodes fines pour cartes minces |
| angle de la torche de soudage | Inclinaison de 10 à 15° | Pour la protection contre les gaz et l'espace de travail, favorable |
| Contrôle de la longueur d'arc | 1-3 mm | Plus la longueur de l'arc est courte, plus la profondeur de fusion est grande. |
Matériaux et méthodes de soudage applicables au soudage TIG
Matériaux disponibles pour le soudage TIG
- Acier inoxydable (type austénitique, type duplex)
- Alliage d'aluminium (séries 6000 et 7000)
- Alliage de magnésium, alliage de titane
- Le cuivre et ses alliages
- Alliages haute température (Inconel, Hastelloy)
Plusieurs formes de soudage TIG
•Soudage bout à bout

•Soudure d'angle
•Soudage TIG de tubes et de plaques

•Soudage TIG simple face et moulage double face

Avantages et inconvénients du soudage TIG
Avantages du soudage TIG
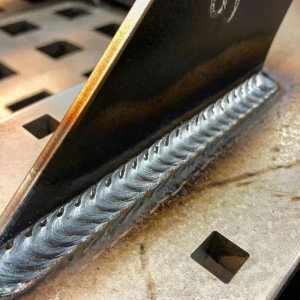
- Soudure de haute qualité, pratiquement sans scories ni porosités
- Belle soudure, adaptée aux pièces visibles
- Contrôle précis de la profondeur et de la largeur de la fusion
- Pas d'éclaboussures, environnement propre
Inconvénients du soudage TIG
- Vitesse de soudage lente
- Exigences de fonctionnement élevées
- Coûts plus élevés (gaz, électrode, système de refroidissement à eau)
- Ne convient pas aux fortes épaisseurs et au soudage à haut rendement
Points techniques du soudage TIG
Meulage des électrodes
- doit être taillée en forme de pointe de crayon.
- Surface lisse, sans bavures
- Maintenez le sens de meulage cohérent avec l'axe
Amorçage et fermeture de l'arc
- L'amorçage de l'arc adopte un mode de démarrage à haute fréquence afin d'éviter tout contact avec le matériau de base.
- Avant de fermer l'arc, le gaz doit être coupé avec un délai afin d'éviter l'oxydation de la soudure pendant le refroidissement (protection contre le retour de gaz).
Compétences en opérations manuelles
- Stabilisez votre main et gardez les yeux fixés sur le bain de fusion.
- Déplacez-vous à une vitesse uniforme pour éviter les vibrations
- Alimentation du fil synchronisée, rythme régulier
Problèmes courants et mesures préventives du soudage TIG
| Type de défaut | Causes possibles | Mesures préventives |
| trous de gaz | Débit de gaz insuffisant, contaminants | Maintenir le gaz pur, nettoyer la surface du matériau de base |
| Fissures | Préchauffage insuffisant, refroidissement trop rapide | Contrôle de la vitesse de refroidissement, préchauffage approprié |
| Défaillance du fusible | Courant faible, déplacement trop rapide | Ajuster les paramètres actuels, diminuer la vitesse de soudage |
| Tumeurs de soudage | Contrôle instable du bassin de fonte, suralimentation | Améliorer la manipulation, alimenter avec la bonne quantité de fil |
Considérations relatives à la sécurité et à l'environnement lors de l'utilisation du soudage TIG
- Portez un masque de protection UV pour éviter les brûlures d'arc électrique.
- Assurez une bonne ventilation pour éviter l'accumulation de gaz argon.
-Nettoyez la zone d'opération des matériaux inflammables afin de prévenir les incendies.
-Utilisez des gants de soudage isolants et des manchons de protection thermique.
Étude de cas d'application du soudage TIG (brève)
Cas 1 : Soudage d'équipements médicaux en acier inoxydable
Matériau : acier inoxydable 304
Exigences : soudure sans porosité, forme uniforme
Procédé : Soudage TIG DC, contrôle du courant faible de la profondeur de fusion, temporisation de protection à l’argon de 10 s
Résultats : pour satisfaire aux exigences des essais non destructifs, la soudure ne nécessite pas de meulage.
Cas 2 : Soudage d’échangeur de chaleur en alliage d’aluminium
Matériau : plaque d'aluminium 6061
Paramètres du procédé : soudage à courant alternatif, préchauffage à 120 °C, utilisation d’une commande par impulsions pour éviter la perforation.
Résultats : résistance et étanchéité conformes aux normes d'essai
Tendances futures du soudage TIG
- Intégration de l'automatisation : le système robotisé TIG est largement utilisé dans les secteurs de l'aérospatiale et des soins médicaux.
- Contrôle intelligent : contrôle en boucle fermée par reconnaissance d'images du bain de fusion
- Soudage TIG pulsé haute fréquence : améliore l’efficacité et la qualité du soudage des matériaux minces
- Développement de technologies de soudage multi-matériaux : pour répondre aux besoins d’assemblage de métaux dissemblables.
Date de publication : 29 mai 2025