PTA kaynağı ile vananın sızdırmazlık yüzeyinin sertleştirilmesi nasıl yapılır?
Vana endüstrisinde her zaman çözülmesi gereken ortak sorunlar vardır. Örneğin, mantıksız tasarım, ihmalkar üretim, hatalı malzeme seçimi, özensiz montaj, dikkatsiz bakım vb. Bunların hepsi vananın sızdırmazlık yüzeyinin hasar görmesine neden olur.
Ayrıca, normal çalışma koşullarındaki arıza durumunda, sızdırmazlık yüzeyinden aşınma ve yıkanma neredeyse kaçınılmazdır.
Vana, yük gereksinimlerine uygun şekilde takılmamaktadır. Ya kapanma hızı çok yüksek ya da çok sıkıdır. Uygunsuz ısıl işlem, sızdırmazlık yüzeyinin sertliğinin çok yüksek veya çok düşük olması gibi nedenlerden dolayı aşınmaya karşı direnç gösteremez.
Bunun ötesinde, mekanik hasar ana faktördür. Okşama işleminin başlangıcında, yüksek sıcaklık ve basıncın etkisiyle moleküllerin birbirine nüfuz etmesi ve ozmoz yapması sonucu yapışma olayı meydana gelir.
Çelik vanaların onarımında her zaman yeniden üretim yöntemini kullanırız. Vanalar için yüzey kaplama malzemeleri, elektrot, kaynak teli (akı özlü tel dahil), akı (geçiş alaşımı tipi akı dahil) ve alaşım tozu vb. haline getirilen kobalt bazlı alaşımlar, nikel bazlı alaşımlar, demir bazlı alaşımlar ve bakır bazlı alaşımlardır. Bu malzemeler, manuel ark kaynağı, oksiasetilen alev kaynağı, tungsten argon kaynağı ve tozaltı otomatik kaynak yöntemleri kullanılarak birleştirilir. Burada PTA kaynağının kaplama işlemini tanıtıyoruz.

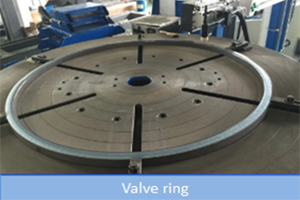
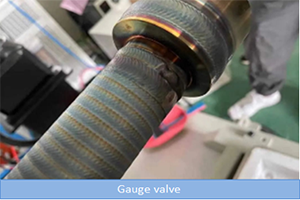
Vana uygulamalarındaki kullanım alanları aşağıdaki gibidir:






Video
Yayın tarihi: 02-11-2022