Обсуждение режима подачи порошка при лазерной наплавке.
Лазерная наплавка — это новая технология изготовления и ремонта усиленных металлических деталей, широко используемая в аэрокосмической, автомобильной, нефтехимической и других отраслях. Как один из ключевых компонентов оборудования для наплавки, производительность порошкового питателя напрямую влияет на качество наплавляемого слоя, и этот аспект всё больше привлекает внимание. В настоящее время существует два распространенных метода подачи порошка для лазерной наплавки: метод предварительной подачи порошка и метод синхронной подачи порошка.
Предварительно заданный режим подачи порошка
Порошковый сплав, подлежащий покрытию, предварительно наносится на поверхность основного материала, после чего лазерный луч используется для сканирования поверхности предварительного слоя сплава. Поверхность предварительного слоя поглощает энергию лазера, повышая температуру и расплавляя материал. Одновременно тепло от поверхности передается внутрь за счет теплопроводности. После выхода лазерного луча расплавленный металл быстро затвердевает на поверхности подложки, образуя металлургически связанный слой сплава. Этот метод обладает преимуществами высокой эффективности, равномерной толщины покрытия и прочного соединения с подложкой, но имеет недостатки: низкий коэффициент использования порошка, необходимость специального оборудования и технологии.
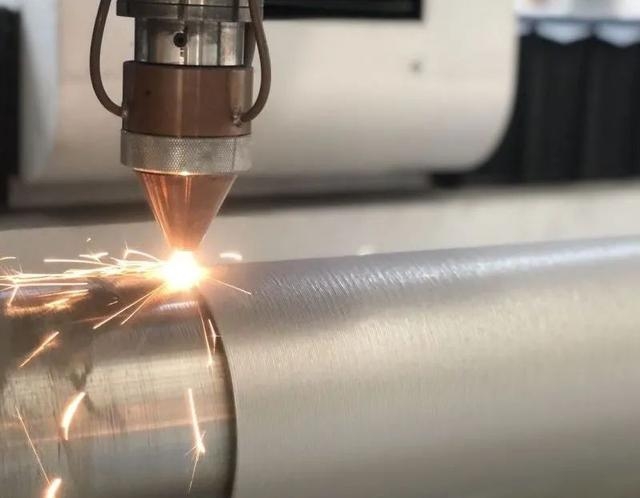
Синхронный режим подачи порошка
Сплав подается непосредственно в зону воздействия лазера с помощью специального конвейера. Перед достижением зоны плавления порошок проходит через луч и нагревается докрасна. После попадания в зону плавления он немедленно плавится и вместе с основным материалом и порошком подается для образования слоя сплава. К методам синхронной подачи порошка относятся синхронная боковая подача и коаксиальная подача. Синхронная боковая подача порошка имеет простую конструкцию и низкую стоимость, но коэффициент использования порошка невысок, а качество наплавки относительно низкое. Она может применяться для лазерной наплавки в плоскости и по оси. Коаксиальная подача порошка имеет сложную конструкцию, требует предварительного нагрева порошка, обеспечивает хорошее качество наплавки и обладает высокой универсальностью.
В связи с быстрым развитием технологии лазерной наплавки и повышением требований к точности и качеству наплавляемого слоя, разработка высокопроизводительных порошковых питателей для процесса лазерной наплавки приобретает особое значение.
Дата публикации: 24 августа 2022 г.