TIG वेल्डिंग (टंगस्टन इनर्ट ग्यास वेल्डिंग), जसलाई GTAW पनि भनिन्छ, एक प्रकारको आर्क वेल्डिंग प्रक्रिया हो जुन नन-फ्युजिबल टंगस्टन इलेक्ट्रोडहरू प्रयोग गरिन्छ, जुन निष्क्रिय ग्यास (सामान्यतया आर्गन) द्वारा सुरक्षित गरिन्छ। यसको मुख्य विशेषताहरू उच्च वेल्ड गुणस्तर, सफा वेल्ड सिम, र विभिन्न धातु सामग्रीहरूको उच्च-परिशुद्धता वेल्डिंगको लागि उपयुक्त छन्।
TIG वेल्डिङको विकास पृष्ठभूमि
१९४० को दशकमा विमानको लागि एल्युमिनियम मिश्र धातु संरचनाहरूको निर्माणको लागि उत्पत्ति भएको थियो, र त्यसपछि यो आणविक ऊर्जा, जहाज निर्माण, इलेक्ट्रोनिक्स र चिकित्सा उपकरण उद्योगहरूमा व्यापक रूपमा प्रयोग हुन थाल्यो, जुन आधुनिक उद्योगमा अपरिवर्तनीय परिशुद्धता वेल्डिंग प्रविधिहरू मध्ये एक बन्यो।
TIG वेल्डिङको सिद्धान्त
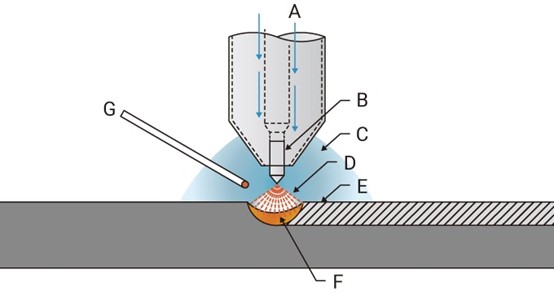
TIG वेल्डिंगले टंगस्टन इलेक्ट्रोड र वर्कपीस बीच उत्पन्न हुने उच्च-तापमान चाप मार्फत धातु पगाल्न DC वा AC पावर स्रोत प्रयोग गर्दछ। निष्क्रिय ग्यासले वायुमण्डलीय अक्सिजन र नाइट्रोजनद्वारा वेल्डको प्रदूषण विरुद्ध सुरक्षा प्रदान गर्दछ।
TIG वेल्डिङका लागि उपकरणका कम्पोनेन्टहरू
- विद्युत आपूर्ति एकाइ: स्थिर करेन्ट DC वा AC वेल्डर
- वेल्डिङ बन्दुक: टंगस्टन इलेक्ट्रोड होल्डर, ग्यास नोजल, पानी चिसो प्रणाली, आदि सहित।
- टंगस्टन इलेक्ट्रोड: शुद्ध टंगस्टन (W), थोरायटेड टंगस्टन (WT20), सेरियम टंगस्टन (WC20) र यस्तै।
- सुरक्षात्मक ग्यास प्रणाली: मुख्यतया आर्गन, प्रवाह नियन्त्रक र ग्यास सिलिन्डरहरूले सुसज्जित
- फिलर धातु (वैकल्पिक): आधार सामग्रीसँग मिल्ने वेल्डिङ तार।
- शीतलन प्रणाली: पानी-कूल्ड वेल्डिंग टर्च प्रयोग गरेर उच्च शक्तिको वेल्डिंगमा कूलर जडान गर्न आवश्यक छ।
TIG वेल्डिंग प्रक्रिया प्यारामिटरहरू र नियन्त्रण बिन्दुहरू
| वस्तु | प्यारामिटर दायरा (उदाहरण) | नियन्त्रण विवरण |
| हालको प्रकार | प्रत्यक्ष धारा (DC)/AC | आल्मुनियमको लागि एसी, स्टेनलेस स्टीलको लागि डीसी |
| हालको आकार | १५-३००ए | बोर्ड मोटाई र इलेक्ट्रोड व्यासमा निर्भर गर्दछ |
| ग्यास प्रवाह | ८-१५ लिटर/मिनेट | अत्यधिक ग्यास प्रवाह नभएको कोठामा स्थिर |
| टंगस्टन इलेक्ट्रोड व्यास | १.०-४.० मिमी | पातलो बोर्डहरूको लागि पातलो इलेक्ट्रोडहरू |
| वेल्डिङ टर्च कोण | १०-१५° झुकाव | ग्यास सुरक्षा र सञ्चालन ठाउँको लागि अनुकूल |
| चाप लम्बाइ नियन्त्रण | १-३ मिमी | चापको लम्बाइ जति छोटो हुन्छ, फ्युजनको गहिराइ त्यति नै बढी हुन्छ |
TIG वेल्डिङको लागि लागू हुने सामग्री र वेल्डिङ विधिहरू
TIG वेल्डिङको लागि उपलब्ध सामग्रीहरू
- स्टेनलेस स्टील (अस्टेनिटिक प्रकार, डुप्लेक्स प्रकार)
- एल्युमिनियम मिश्र धातु (६०००, ७००० श्रृंखला)
- म्याग्नेसियम मिश्र धातु, टाइटेनियम मिश्र धातु
- तामा र यसको मिश्र धातुहरू
- उच्च तापक्रम मिश्र धातुहरू (इनकोनेल, ह्यास्टेलोय)
TIG वेल्डिंगका धेरै रूपहरू
•बट वेल्डिंग

•फिलेट वेल्ड
•TIG ट्यूब र प्लेट वेल्डिंग

•TIG एकल-पक्षीय वेल्डिंग र डबल-पक्षीय मोल्डिंग

TIG वेल्डिङका फाइदा र बेफाइदाहरू
TIG वेल्डिङका फाइदाहरू
- उच्च गुणस्तरको वेल्ड, लगभग कुनै स्ल्याग र पोरोसिटी छैन
- सुन्दर वेल्ड, देखिने भागहरूको लागि उपयुक्त
- पग्लने गहिराइ र पग्लने चौडाइको राम्रो नियन्त्रण
- कुनै छ्यापछ्याप्ती छैन, सफा वातावरण
TIG वेल्डिङका बेफाइदाहरू
- ढिलो वेल्डिंग गति
- उच्च सञ्चालन आवश्यकताहरू
- उच्च लागत (ग्यास, इलेक्ट्रोड, पानी-चिसो प्रणाली)
- ठूलो मोटाई र उच्च आउटपुट वेल्डिंगको लागि अनुपयुक्त
TIG वेल्डिङ सञ्चालनका प्राविधिक बुँदाहरू
इलेक्ट्रोड ग्राइन्डिङ
- "पेन्सिल पोइन्ट आकार" मा तिखारिएको हुनुपर्छ।
- चिल्लो सतह, कुनै बुर छैन
- ग्राइन्डिङ दिशा अक्षसँग एकरूप राख्नुहोस्
आर्क इनिसिएसन र आर्क क्लोजिङ
- आर्क इनिसिएसनले आधार सामग्रीलाई नछुन उच्च-फ्रिक्वेन्सी स्टार्ट-अप मोड अपनाउँछ।
- चाप बन्द गर्नु अघि, चिसो प्रक्रियाको क्रममा वेल्ड अक्सिडाइज नहोस् भनेर सुनिश्चित गर्न ग्यास ढिलाइसँग बन्द गर्नुपर्छ (पछाडि ग्यास सुरक्षा)
म्यानुअल सञ्चालन सीपहरू
- हात स्थिर राख्नुहोस् र पग्लिएको पोखरीमा आँखा राख्नुहोस्।
- झट्काबाट बच्न एक समान गतिमा सार्नुहोस्
- सिंक्रोनाइज्ड वायर फिडिङ, लगातार लय
TIG वेल्डिङका सामान्य समस्याहरू र रोकथामका उपायहरू
| दोषको प्रकार | सम्भावित कारणहरू | रोकथामका उपायहरू |
| ग्यास प्वालहरू | अपर्याप्त ग्यास प्रवाह, प्रदूषकहरू | आधार सामग्रीको सतहलाई ग्यास शुद्ध र सफा राख्नुहोस् |
| चर्किएको | अपर्याप्त प्रिहिटिंग, धेरै छिटो चिसो हुनु | शीतलन दर नियन्त्रण गर्नुहोस्, उचित प्रिहिटिंग गर्नुहोस् |
| फ्यूज गर्न असफल | कम धारा, धेरै छिटो चलिरहेको | हालको प्यारामिटरहरू समायोजन गर्नुहोस्, वेल्डिङ गति घटाउनुहोस् |
| वेल्डिङ ट्युमरहरू | अस्थिर पग्लिएको पोखरी नियन्त्रण, अत्यधिक खुवाउने | ह्यान्डलिङ सीपहरू सुधार गर्नुहोस्, तारको सही मात्रा खुवाउनुहोस् |
TIG वेल्डिङ प्रयोग गर्दा सुरक्षा र वातावरणीय विचारहरू
- आर्क बर्नबाट बच्नको लागि UV-सुरक्षा मास्क लगाउनुहोस्।
- आर्गन ग्यास जम्मा हुनबाट जोगाउन राम्रो भेन्टिलेसन कायम राख्नुहोस्।
-आगोबाट बच्न सञ्चालन क्षेत्रमा ज्वलनशील पदार्थहरू सफा गर्नुहोस्।
-इन्सुलेटेड वेल्डिङ पन्जा, ताप सुरक्षात्मक बाहुला प्रयोग गर्नुहोस्
TIG वेल्डिङको आवेदन केस स्टडी (संक्षिप्त)
केस १: स्टेनलेस स्टील मेडिकल उपकरण वेल्डिंग
सामाग्री: ३०४ स्टेनलेस स्टील
आवश्यकताहरू: छिद्र बिनाको वेल्ड, एकरूप आकार
प्रक्रिया: TIG DC वेल्डिंग, फ्युजनको गहिराइको कम-धारा नियन्त्रण, आर्गन सुरक्षा ढिलाइ १० सेकेन्ड
नतिजाहरू: गैर-विनाशकारी परीक्षणको आवश्यकताहरू पूरा गर्न, वेल्डलाई पिस्नु आवश्यक पर्दैन।
केस २: एल्युमिनियम मिश्र धातु ताप एक्सचेन्जर वेल्डिंग
सामाग्री: ६०६१ एल्युमिनियम प्लेट
प्रक्रिया प्यारामिटरहरू: एसी वेल्डिंग, १२० डिग्री सेल्सियसमा प्रिहिटिंग, बर्न-थ्रु रोक्न पल्स नियन्त्रणको प्रयोग
परिणामहरू: परीक्षण मापदण्डहरू पूरा गर्न बल, सिलिङ
TIG वेल्डिङमा भविष्यका प्रवृत्तिहरू
- स्वचालन एकीकरण: TIG रोबोट प्रणाली एयरोस्पेस र चिकित्सा हेरचाहमा व्यापक रूपमा प्रयोग गरिएको छ।
- बुद्धिमान नियन्त्रण: पग्लिएको पूल छवि पहिचान मार्फत बन्द-लूप नियन्त्रण
- उच्च-फ्रिक्वेन्सी पल्स्ड TIG: पातलो सामग्रीको वेल्डिंग दक्षता र गुणस्तर सुधार गर्नुहोस्।
- बहु-सामग्री वेल्डिंग प्रविधि विकास: फरक धातु जडानहरूको आवश्यकताहरू पूरा गर्न
पोस्ट समय: मे-२९-२०२५