TIG 용접(텅스텐 불활성 가스 용접)GTAW라고도 하는 아크 용접은 불용융성 텅스텐 전극을 불활성 가스(주로 아르곤)로 보호하여 사용하는 일종의 아크 용접 공정입니다. 주요 특징은 높은 용접 품질, 깨끗한 용접 이음새, 그리고 다양한 금속 재료의 고정밀 용접에 적합하다는 것입니다.
TIG 용접의 개발 배경
1940년대에 항공기용 알루미늄 합금 구조물을 제조하기 위해 처음 사용되었으며, 이후 원자력, 조선, 전자, 의료장비 산업 등에서 널리 사용되면서 현대 산업에서 대체 불가능한 정밀 용접 기술 중 하나가 되었습니다.
TIG 용접의 원리
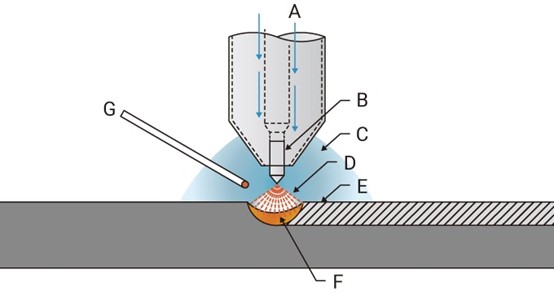
TIG 용접은 직류 또는 교류 전원을 사용하여 텅스텐 전극과 모재 사이에 생성된 고온 아크를 통해 금속을 용융합니다. 불활성 가스는 대기 중 산소와 질소에 의한 용접부 오염을 방지합니다.
TIG 용접용 장비 구성품
- 전원 공급 장치: 정전류 DC 또는 AC 용접기
- 용접총: 텅스텐 전극 홀더, 가스 노즐, 수냉 시스템 등을 포함합니다.
- 텅스텐 전극 : 순수 텅스텐(W), 토륨 텅스텐(WT20), 세륨 텅스텐(WC20) 등.
- 보호가스 시스템 : 주로 아르곤, 유량조절기 및 가스실린더 장착
- 필러 메탈(선택 사항): 기본 소재에 맞는 용접 와이어.
- 냉각 시스템 : 수냉식 용접 토치를 사용하는 고출력 용접에는 냉각기가 장착되어야 합니다.
TIG 용접 공정 매개변수 및 제어점
| 목 | 매개변수 범위(예시) | 제어 설명 |
| 현재 유형 | 직류(DC)/교류 | 알루미늄용 AC, 스테인리스 스틸용 DC |
| 현재 크기 | 15-300A | 보드 두께와 전극 직경에 따라 다릅니다. |
| 가스 흐름 | 8-15L/분 | 과도한 가스 흐름이 없는 실내에서 안정적 |
| 텅스텐 전극 직경 | 1.0~4.0mm | 얇은 기판용 얇은 전극 |
| 용접 토치 각도 | 10-15° 기울기 | 가스 보호 및 운영 공간에 유리함 |
| 아크 길이 제어 | 1-3mm | 아크 길이가 짧을수록 융합 깊이가 깊어집니다. |
TIG 용접에 적용 가능한 재료 및 용접 방법
TIG 용접에 사용 가능한 재료
- 스테인리스강(오스테나이트계, 듀플렉스계)
- 알루미늄 합금(6000, 7000 시리즈)
- 마그네슘 합금, 티타늄 합금
- 구리 및 구리 합금
- 고온 합금(인코넬, 하스텔로이)
TIG 용접의 여러 형태
•맞대기 용접

•필렛 용접
•TIG 튜브 및 플레이트 용접

•TIG 단면용접 및 양면성형

TIG 용접의 장단점
TIG 용접의 장점
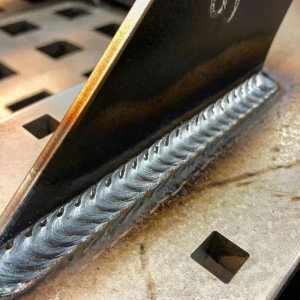
- 고품질 용접, 슬래그 및 기공 거의 없음
- 아름다운 용접, 눈에 보이는 부분에 적합
- 용융 깊이 및 용융 폭의 정밀 제어
- 튀김 없음, 깨끗한 환경
TIG 용접의 단점
- 용접 속도가 느림
- 높은 운영 요구 사항
- 비용이 더 많이 듭니다(가스, 전극, 수냉 시스템)
- 두꺼운 두께 및 고출력 용접에는 적합하지 않음
TIG 용접 작업의 기술적 요점
전극 연삭
- 연필 끝 모양으로 깎아야 합니다.
- 표면이 매끄럽고 버가 없습니다.
- 연삭 방향을 축과 일관되게 유지하십시오.
아크 개시 및 아크 폐쇄
- 아크 개시는 기본 소재에 닿지 않도록 고주파 시동 모드를 채택합니다.
- 아크를 닫기 전에 냉각 과정에서 용접부가 산화되지 않도록 지연시켜 가스를 차단해야 합니다(백가스 보호)
수동 조작 기술
- 손을 안정시키고 녹은 웅덩이를 눈으로 확인하세요.
- 흔들림을 방지하기 위해 균일한 속도로 이동합니다.
- 동기화된 와이어 공급, 일관된 리듬
TIG 용접의 일반적인 문제 및 예방 조치
| 결함 유형 | 가능한 원인 | 예방 조치 |
| 가스 구멍 | 가스 흐름이 부족하고 오염 물질이 있습니다 | 가스를 순수하게 유지하고 기본 재료 표면을 깨끗하게 유지하세요 |
| 균열 | 예열이 부족하고 냉각 속도가 너무 빠름 | 냉각 속도 제어, 적절한 예열 |
| 퓨즈 실패 | 낮은 전류, 너무 빨리 움직임 | 전류 매개변수 조정, 용접 속도 감소 |
| 용접 종양 | 불안정한 용융 풀 제어, 과다 공급 | 핸들링 기술 향상, 적절한 양의 와이어 공급 |
TIG 용접 사용 시 안전 및 환경 고려 사항
- 아크 화상을 예방하기 위해 자외선 차단 마스크를 착용하세요.
- 아르곤 가스가 쌓이는 것을 방지하기 위해 통풍을 잘 유지하십시오.
-화재 예방을 위해 작업 구역 내 가연성 물질을 청소하십시오.
-절연 용접 장갑, 열 보호 슬리브를 사용하세요
TIG 용접의 적용 사례 연구(간략)
사례 1: 스테인리스 의료기기 용접
소재 : 304 스테인리스 스틸
요구사항: 기공 없는 용접, 균일한 모양
공정 : TIG DC 용접, 저전류 용융 깊이 제어, 아르곤 보호 지연 10초
결과: 비파괴 검사 요구 사항을 충족하기 위해 용접부를 연삭할 필요가 없습니다.
사례 2: 알루미늄 합금 열교환기 용접
재질 : 6061 알루미늄 판
공정 매개변수: AC 용접, 120°C 예열, 연소 방지를 위한 펄스 제어 사용
결과: 강도, 밀봉성 테스트 기준 충족
TIG 용접의 미래 동향
- 자동화 통합: TIG 로봇 시스템은 항공우주 및 의료 분야에서 널리 사용되었습니다.
- 지능형 제어: 멜트풀 이미지 인식을 통한 폐쇄 루프 제어
- 고주파 펄스 TIG : 얇은 재료의 용접 효율과 품질을 향상시킵니다.
- 다재질 용접기술 개발 : 이종금속 접합부 요구사항 충족
게시 시간: 2025년 5월 29일