プラズマ転送アーク溶接(PTA)とプラズマアーク溶接(PAW)はどちらもプラズマをベースとした溶接技術ですが、プロセス原理、機能、および適用シナリオの点で大きく異なります。
原理的な違い
プラズマアーク溶接(PAW)
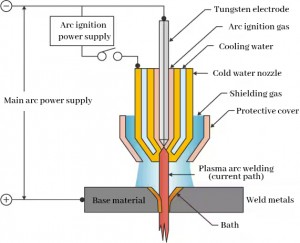
プラズマアーク溶接この方法は、アーク加熱によってガスを解離させ、水冷ノズルを通して圧縮することで高エネルギー密度のプラズマアークを生成する原理に基づいています。アークはタングステン電極とワークピースの間に発生し、高温プラズマアークによってワークピースの端部を溶融させることで接合が行われます。溶接は主に母材の溶融によって形成され、通常は溶加材は使用されません。主に溶接に使用されます。
プラズマアーク溶接(PTA)
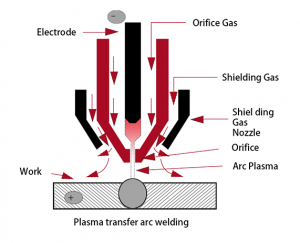
プラズマ移行アーク溶接この方法は、プラズマアークからの高温熱源の作用に基づき、プラズマ被覆材(金属または合金粉末)を溶融させ、基材表面に冶金的に結合した強化コーティングを形成する。アークはタングステン電極と溶融プールの間に発生し、移行アークが基材と粉末の両方を溶融させるための追加エネルギーを供給する。溶融被覆は充填材(粉末)によって形成され、基材は良好な結合を確保するために適度に溶融した状態まで加熱される。主に溶融被覆に用いられる。
機能と用途
プラズマアーク溶接(PAW)
プラズマアーク溶接は、入熱量が少なく、溶接精度が高いのが特徴です。精密部品や薄板の溶接に適しています。主な応用分野は以下のとおりです。
•航空宇宙
•エレクトロニクス
•自動車産業をはじめとする、高い溶接品質が求められる分野。
プラズマアーク溶接(PTA/PTAW)
プラズマアーク溶接(PTA/PTAW)は、プラズマクラッディングによって母材の表面強化、耐摩耗性、耐食性、高温性能の向上を主な目的としています。クラッディング層は母材にしっかりと接合され、クラッディング材料は制御可能で、加熱領域の影響は小さいのが特徴です。バルブ、ポンプハウジング、摩耗部品の補修・強化によく用いられます。一般的な適用分野は以下のとおりです。
•石油化学製品
•エネルギー
•鉱業など
PAWとPTA/PTAWの比較
| 溶接タイプ | プラズマアーク溶接(PAW) | プラズマアーク溶接(PTA/PTAW) |
| 目的 | 溶接ワークピース接続 | 被覆による表面特性の向上 |
| 熱源 | プラズマアーク | 転送アークとプラズマアーク |
| 充填材 | 通常はなし(時々ワイヤーあり) | 合金粉末 |
| アプリケーション | 高精度溶接 | 表面の補修と強化(摩耗層) |
| 特徴 | 熱影響部が小さく、高精度 | カスタマイズ可能な外装材、多用途なコーティング |
一般的に、PAWは精密溶接に適しており、PTA/PTAWは表面強化に重点を置いています。両者は用途に応じて互いに補完し合います。ニーズに合った溶接技術を選択してください。また、特殊なケースでは、溶接効率を高めるために異なる溶接技術を組み合わせることも可能です。
投稿日時:2025年1月20日