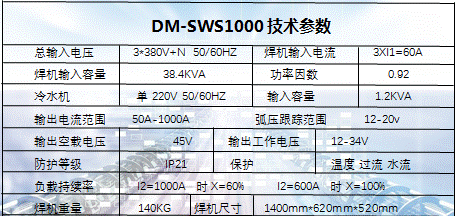
מכונת ריתוך S-TIG SWS1000

טכנולוגיית ריתוך חדירה עמוקה יעילה גבוהה היא טכנולוגיית ריתוך אוטומטית חד-כיוונית במהירות גבוהה עם חדירה מלאה. היא אינה דורשת חוט ריתוך, חריצים ומפעילים טכניים מקצועיים. עם זאת, היא יכולה לרתך בצורה מושלמת חומרים בעובי של 3-16 מ"מ (כגון סגסוגת טיטניום) במהירות גבוהה פי 10 מטכנולוגיית ריתוך TIG רגילה (הערה: רק פחות מ-3% מחומר הריתוך המסורתי נדרשים כדי להתגבר על חתך. הריתוך הוא 100% שכבת חומר האם ללא קווי היתוך מרובים, מה שמבטל לחלוטין הכללת סיגים, נקבוביות ופגמי ריתוך נפוצים. בריכת הריתוך נטולת האדוות של ריתוך קשת חדירה עמוקה יעילה גבוהה מבטיחה את האיכות הגבוהה במיוחד של שכבת הכיסוי ושכבת הגיבוי, ואינה דורשת ניקוי אחורי, ליטוש פני השטח, ניקוי וליטוש כלל.
באמצעות מערכת בקרת "ריתוך חדירה עמוקה TIG המבוססת על אפקט חור המנעול" ואקדח ריתוך מיוחד, מכונת ריתוך חדירה עמוקה יעילה מחשבת במדויק את החומר, העובי ופרמטרי התהליך של אובייקט הריתוך באמצעות מערכת המחשב, על מנת לממש שליטה מדויקת בתהליך הריתוך ולאוטומציה של פעולת הריתוך. ניתן לכוונן את פרמטרי הריתוך באופן דינמי באמצעות תוכנת המחשב, על מנת להבטיח איכות ריתוך גבוהה במיוחד הניתנת לחזרה.
מערכת ריתוך בקשת חדירה עמוקה יעילה גבוהה יכולה לחסוך הרבה כוח אדם, חומרים ואנרגיה עבור מגוון יישומי ריתוך. היא מתאימה מאוד לריתוך פלדת אל-חלד, סגסוגת ניקל, סגסוגת טיטניום, סגסוגת זירקוניום, סגסוגת קובלט, נחושת לבנה וכו'. עיבוד המתכות היקרות הללו דורש איכות ריתוך ועיצוב גבוהים. ריתוך בקשת חדירה עמוקה יעילה גבוהה יכול לספק איכות ויעילות ריתוך גבוהות; יחד עם זאת, היתרונות של איכות, יעילות ועלות בריתוך לוחות בינוניים וכבדים של פלדה דלת פחמן ובתחתית חריץ עמוק של לוחות עבים אינם ניתנים להשוואה בטכנולוגיות אחרות כיום. לכן, יש לה יתרונות תחרותיים יותר מאשר ריתוך קשת שקועה מסורתי וריתוך GMAW.
תכונות תפקוד של מערכת ריתוך של מכונת ריתוך עמוקה בתמיסה גבוהה
1. אוטומציה של ריתוך.
2. הפעולה פשוטה, והמפעילים יכולים לפעול באופן עצמאי לאחר יומיים של אימון.
3. מהירות הריתוך מהירה פי 5-10 מזו של TIG / GTAW.
4. תחת עובי מסוים, חומר הריתוך אינו צריך להיות משופע, מה שיכול להשיג ריתוך חד צדדי ועיצוב דו צדדי. הריתוך יפה, העיוות קטן, והגב אינו צריך להיות נקי.
5. רוחב הריתוך האחורי הוא 2-3 מ"מ, ורוחב הריתוך הקדמי הוא בדרך כלל בערך פי 1.5 מעובי הפלטה.
6. ריתוך חד צדדי ועיצוב דו צדדי, ניתן לממש ריתוך קמור ללא תוספת חריצים וחומרי ריתוך, וניתן לממש כיסוי משטח סינכרוני בעת הצורך.
7. שיעור הסבילות לריתוך גבוה. תחת עובי מסוים, הפער וחוסר היישור של חומר העבודה הריתוך יכולים להגיע ל-2 מ"מ.
8. ריתוך כולל סגסוגת פחמן, נירוסטה, סגסוגת טיטניום, סגסוגת ניקל, סגסוגת קובלט, זירקוניום וחומרים אחרים, אשר יכולים להבטיח את מהירות הריתוך ואיכותו יוצאי הדופן.
9. תהליך הריתוך מוגן על ידי ארגון.
10. יעילות ריתוך גבוהה, צריכת אנרגיה נמוכה ועלות תחזוקת ציוד נמוכה.
אזור היישום
1 תעשייה פטרוכימית.
2, תעשיית המזון והתרופות.
3 תעשיית טיהור מים.
4 תחנות כוח (כולל תעשיית האנרגיה הגרעינית).
5. תעופה וחלל.
6בניית ספינות.
7. כלי לחץ