ריתוך TIG (ריתוך בגז אינרטי טונגסטן)ריתוך קשת, הידוע גם בשם GTAW, הוא סוג של תהליך ריתוך בקשת באמצעות אלקטרודות טונגסטן שאינן ניתנות להיתוך, המוגנות על ידי גז אינרטי (בדרך כלל ארגון). המאפיינים העיקריים שלו הם איכות ריתוך גבוהה, תפר ריתוך נקי, והתאמה לריתוך מדויק של מגוון חומרי מתכת.
רקע פיתוחי של ריתוך TIG
מקורו בשנות ה-40 לייצור מבני סגסוגת אלומיניום למטוסים, ולאחר מכן נעשה בו שימוש נרחב בתעשיות האנרגיה הגרעינית, בניית ספינות, אלקטרוניקה וציוד רפואי, והפך לאחת מטכנולוגיות הריתוך המדויקות והבלתי ניתנות להחלפה בתעשייה המודרנית.
עקרון ריתוך TIG
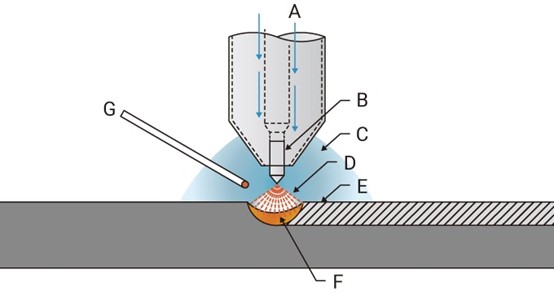
ריתוך TIG משתמש במקור מתח DC או AC כדי להמיס מתכת באמצעות קשת בטמפרטורה גבוהה הנוצרת בין אלקטרודת טונגסטן לחומר העבודה. גז אינרטי מספק הגנה מפני זיהום הריתוך על ידי חמצן וחנקן אטמוספריים.
רכיבי ציוד לריתוך TIG
- יחידת ספק כוחרתכת זרם קבוע DC או AC
- אקדח ריתוךכולל מחזיק אלקטרודת טונגסטן, זרבובית גז, מערכת קירור מים וכו'.
- אלקטרודת טונגסטן: טונגסטן טהור (W), טונגסטן תורי (WT20), טונגסטן צריום (WC20) וכן הלאה.
- מערכת גז מגן: בעיקר ארגון, מצוידת בבקר זרימה ובבלוני גז
- מתכת מילוי (אופציונלי): חוט ריתוך התואם לחומר הבסיס.
- מערכת קירור: ריתוך בהספק גבוה באמצעות מבער ריתוך מקורר מים צריך להיות מצויד במקרר.
פרמטרים ונקודות בקרה של תהליך ריתוך TIG
| פָּרִיט | טווח פרמטרים (דוגמה) | תיאור הבקרה |
| סוג נוכחי | זרם ישר (DC)/AC | AC לאלומיניום, DC לפלדת אל-חלד |
| גודל נוכחי | 15-300A | תלוי בעובי הלוח ובקוטר האלקטרודה |
| זרימת גז | 8-15 ליטר/דקה | יציב בחדר ללא זרימת גז מוגזמת |
| קוטר אלקטרודת טונגסטן | 1.0-4.0 מ"מ | אלקטרודות דקות ללוחות דקים |
| זווית לפיד הריתוך | הטיה של 10-15° | להגנה על גז ומרחב הפעלה נוח |
| בקרת אורך קשת | 1-3 מ"מ | ככל שאורך הקשת קצר יותר, כך עומק ההיתוך גדול יותר |
חומרים ושיטות ריתוך רלוונטיות לריתוך TIG
חומרים זמינים לריתוך TIG
- נירוסטה (סוג אוסטניטית, סוג דופלקס)
- סגסוגת אלומיניום (סדרות 6000, 7000)
- סגסוגת מגנזיום, סגסוגת טיטניום
- נחושת וסגסוגותיה
- סגסוגות עמידות בטמפרטורה גבוהה (אינקונל, הסטלוי)
מספר צורות של ריתוך TIG
•ריתוך קת

•ריתוך פילה
•ריתוך צינורות ופלטות TIG

•ריתוך TIG חד צדדי ויציקה דו צדדית

יתרונות וחסרונות של ריתוך TIG
יתרונות ריתוך TIG
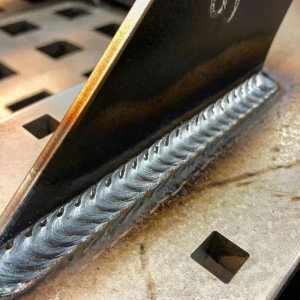
- ריתוך באיכות גבוהה, כמעט ללא סיגים ונקבוביות
- ריתוך יפהפה, מתאים לחלקים גלויים
- שליטה עדינה בעומק ההיתוך וברוחב ההיתוך
- ללא התזות, סביבה נקייה
חסרונות של ריתוך TIG
- מהירות ריתוך איטית
- דרישות תפעול גבוהות
- עלויות גבוהות יותר (גז, אלקטרודה, מערכת קירור מים)
- לא מתאים לעוביים גדולים ולריתוך בעל תפוקה גבוהה
נקודות טכניות של פעולת ריתוך TIG
טחינת אלקטרודות
- יש לחדד אותו לצורת "חוד עיפרון".
- משטח חלק, ללא קוצים
- שמור על כיוון הטחינה עקבי עם הציר
התחלה וסגירת קשת
- התחלת קשת מאמצת מצב הפעלה בתדר גבוה כדי למנוע נגיעה בחומר הבסיס.
- לפני סגירת הקשת, יש לסגור את הגז בהשהיה כדי להבטיח שהריתוך לא יתחמצן במהלך תהליך הקירור (הגנה מפני גז אחורי)
מיומנויות תפעול ידניות
- ייצבו את היד ושמרו על העיניים על הבריכה המותכת.
- לנוע במהירות אחידה כדי למנוע רעידות
- הזנת חוטים מסונכרנת, קצב עקבי
בעיות נפוצות ואמצעי מניעה בריתוך TIG
| סוג הפגם | סיבות אפשריות | אמצעי מניעה |
| חורי גז | זרימת גז לא מספקת, מזהמים | שמור על גז טהור, משטח נקי של חומר בסיס |
| סדקים | חימום מקדים לא מספק, קירור מהיר מדי | בקרת קצב קירור, חימום מקדים נכון |
| כשל בהתמזגות | זרם נמוך, תנועה מהירה מדי | כוונון פרמטרי זרם, הפחתת מהירות ריתוך |
| גידולי ריתוך | בקרת בריכת התכה לא יציבה, הזנת יתר | שפר את כישורי הטיפול, הזן את כמות החוט הנכונה |
שיקולי בטיחות וסביבה בעת שימוש בריתוך TIG
- יש ללבוש מסכת הגנה מפני קרינת UV כדי למנוע כוויות בקשת
- יש לשמור על אוורור טוב כדי למנוע הצטברות גז ארגון
-ניקוי חומרים דליקים באזור הפעילות למניעת שריפה
-השתמשו בכפפות ריתוך מבודדות, שרוולי הגנה מפני חום
מקרה בוחן יישום של ריתוך TIG (קצר)
מקרה 1: ריתוך ציוד רפואי מפלדת אל-חלד
חומר: נירוסטה 304
דרישות: ריתוך ללא נקבוביות, צורה אחידה
תהליך: ריתוך TIG DC, בקרת זרם נמוך של עומק ההיתוך, השהיית הגנה מפני ארגון של 10 שניות
תוצאות: כדי לעמוד בדרישות הבדיקה הלא הורסת, אין צורך ללטש את הריתוך
מקרה 2: ריתוך מחליף חום מסגסוגת אלומיניום
חומר: לוחית אלומיניום 6061
פרמטרי תהליך: ריתוך AC, חימום מוקדם ל-120 מעלות צלזיוס, שימוש בבקרת דופק למניעת שריפה
תוצאות: חוזק, איטום כדי לעמוד בתקני הבדיקה
מגמות עתידיות בריתוך TIG
- שילוב אוטומציה: מערכת רובוטית TIG נמצאת בשימוש נרחב בתחום התעופה והחלל והרפואה
- בקרה חכמה: בקרת לולאה סגורה באמצעות זיהוי תמונה של בריכת ההיתוך
- TIG פולסים בתדירות גבוהה: שיפור יעילות הריתוך ואיכותם של חומרים דקים
- פיתוח טכנולוגיית ריתוך רב-חומרים: כדי לענות על הצרכים של חיבורי מתכת שונים
זמן פרסום: 29 במאי 2025