Plasma-Lichtbogenschweißen(PAW) und Wolfram-Inertgas-Schweißen (WIG, auch bekannt als Wolfram-Inertgas-Schutzgasschweißen),WIG-SchweißenSie weisen viele prozessuale Ähnlichkeiten auf, aber auch einige wesentliche Unterschiede. Die wichtigsten Unterschiede sind:
1. Lichtbogenbildungsmethode
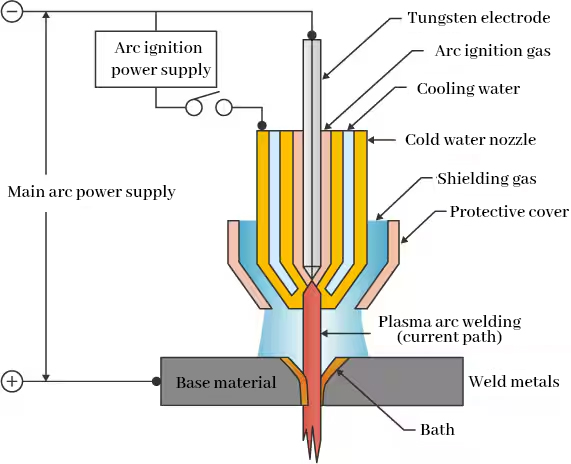
-Plasma-Lichtbogenschweißen (PAW)PAW nutzt einen kontrollierten Plasmabogen, der durch ionisiertes Gas im Inneren des Brenners erzeugt und durch eine kleine Düse komprimiert wird. Da der Bogen durch die Düse eingeschlossen ist, ist er konzentrierter und weist eine höhere Energiedichte auf. Diese Plasmabögen lassen sich in zwei Typen unterteilen: **Nicht übertragener Lichtbogen** Und **Übertragener Bogen**. Der nicht übertragene Lichtbogen dient zur Stabilisierung des Schweißprozesses, während der übertragene Lichtbogen zum Schweißen des Materials verwendet wird.
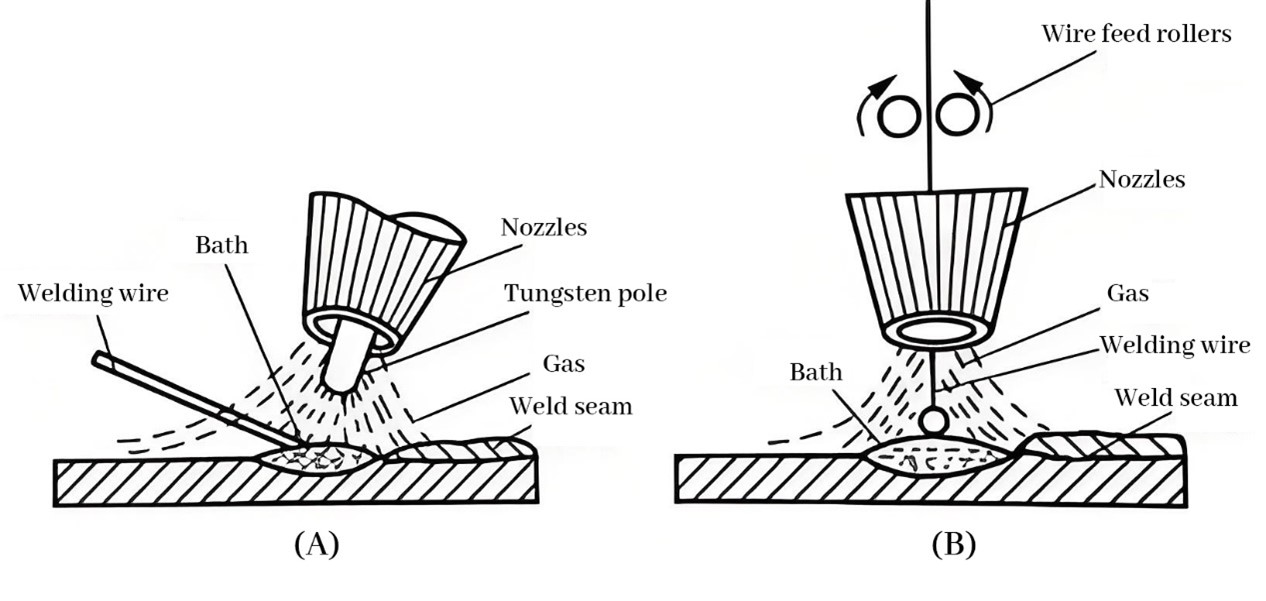
-GTAW (WIG-Schweißen)Beim WIG-Schweißen wird eine nicht geschmolzene Wolframelektrode verwendet, um einen Lichtbogen zu erzeugen, der direkt auf das zu schweißende Werkstück gerichtet und nicht durch die Düse komprimiert wird. Dieser Lichtbogen hat eine natürlichere und gleichmäßigere Form.
2. Lichtbogenpräzision und Energiedichte
PAW: Der Plasma-Lichtbogen wird durch die Düse komprimiert, wodurch er konzentrierter ist, die Energiedichte höher und die Schweißnaht stärker durchdringt. Dies eignet sich besonders für das Präzisionsschweißen dickerer Werkstoffe. Darüber hinaus erzeugt PAW eine schmalere Schweißnaht und eine größere Einschmelztiefe.
- GTAW: Der Lichtbogen beim GTAW-Schweißen ist breiter und weist eine relativ geringe Energiedichte auf, wodurch er sich zum Schweißen dünner Werkstoffe eignet. Die Schweißnahtkontrolle ist besser, die Einbrandtiefe jedoch geringer als beim PAW-Schweißen.
3. Schutzgas
PAW: Beim PAW-Verfahren werden zwei Gase verwendet: ** Ionengas ** und ** Schutzgas **. Das Ionengas (üblicherweise Argon) dient zur Erzeugung des Plasmabogens, und das Schutzgas (z. B. Argon oder Helium) schützt die Schweißzone vor Oxidation.
- GTAW: Beim GTAW wird üblicherweise nur ein Schutzgas (z. B. Argon oder Helium) verwendet, um den Schweißbereich vor atmosphärischem Sauerstoff und Stickstoff zu schützen, die mit dem Schmelzbad reagieren könnten.
4. Elektroden

- PAW: Beim PAW-Schweißen ist die Wolframelektrode von einer Düse umgeben und kommt nicht direkt mit dem Schweißbereich in Berührung. Dies führt zu einer längeren Lebensdauer der Elektrode und einem stabileren Schweißprozess.
- GTAW: Beim GTAW-Schweißen ist die Wolframelektrode dem Schweißbereich ausgesetzt und daher anfällig für Verunreinigungen und Verschleiß, was eine häufige Wartung und einen regelmäßigen Austausch der Elektrode erforderlich macht.
5. Anwendungsszenarien


- PAW: Aufgrund der hohen Energiedichte und Konzentration des Plasmabogens eignet sich PAW für dickere Werkstoffe, Präzisionsschweißungen und Anwendungen mit hoher Produktivität. Es wird insbesondere in der Luft- und Raumfahrt, der Nuklearindustrie und beim Schweißen dickwandiger Edelstahlrohre eingesetzt.
GTAW: Das GTAW-Schweißen eignet sich für präzises Schweißen mit geringer Wärmeeinbringung und wird insbesondere bei dünnen Werkstoffen und anspruchsvollen Schweißarbeiten (z. B. Aluminium, Magnesium, Edelstahl usw.) eingesetzt. Es ist ideal für die Fertigung von Präzisionsteilen und kleine Schweißarbeiten.
6. Bedienungsschwierigkeiten
- PAW: Aufgrund der Verwendung eines komprimierten Plasmabogens ist der Vorgang vergleichsweise komplexer und die Kosten der Ausrüstung höher, bietet aber höhere Schweißgeschwindigkeiten und eine größere Fähigkeit zum Tiefenschmelzen.
- WIG-Schweißen: Das WIG-Schweißen ist relativ einfach durchzuführen und die Ausrüstung ist vergleichsweise kostengünstig. Es ist eines der gängigsten Verfahren beim manuellen und automatischen Schweißen.
Zusammenfassung
Plasma-Lichtbogenschweißen (PAW) und WIG-Schweißen (GTAW) ähneln sich im Prinzip, da beide Verfahren einen Lichtbogen mit einer Wolframelektrode erzeugen und die Schweißnaht mit einem Schutzgas schützen. Der PAW-Lichtbogen ist jedoch komprimiert und die Energie stärker konzentriert, wodurch sich das Verfahren für dickere Werkstoffe und hochpräzise Schweißungen eignet. WIG-Schweißen hingegen ist besser für dünne Werkstoffe mit geringem Wärmeeintrag geeignet. Die beiden Verfahren unterscheiden sich hinsichtlich Schweißnahtdicke, Energiedichte, Art des Schutzgases und Bedienungsaufwand.
Veröffentlichungsdatum: 29. September 2024