Плазменно-дуговая сварка(PAW) и газовольфрамовая дуговая сварка (GTAW, также известная как сварка вольфрамовым электродом в защитной среде, инертным газом).Сварка TIGУ них много сходств в процессах, но есть и некоторые существенные различия. Ниже перечислены основные различия:
1. Метод формирования дуги
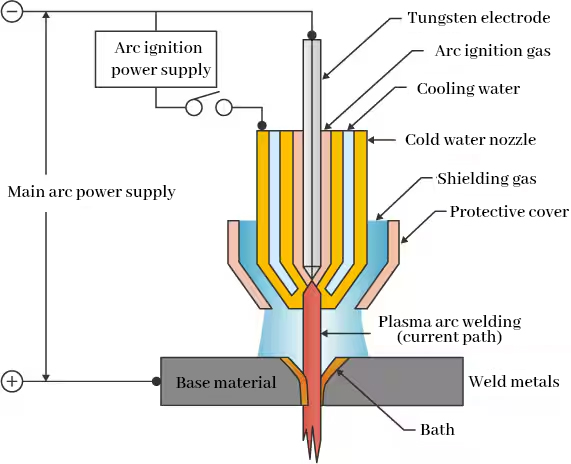
-Плазменно-дуговая сварка (ПАВ)В технологии PAW используется контролируемая плазменная дуга, генерируемая ионизированным газом внутри горелки и сжимаемая через небольшое сопло. Поскольку дуга ограничена соплом, она более концентрирована и имеет более высокую плотность энергии. Эти плазменные дуги можно разделить на два типа:Непередаваемая дуга** и **Перенесенная дуга**. Неперенесенная дуга используется для стабилизации процесса сварки, а перенесенная дуга используется для сварки материала.
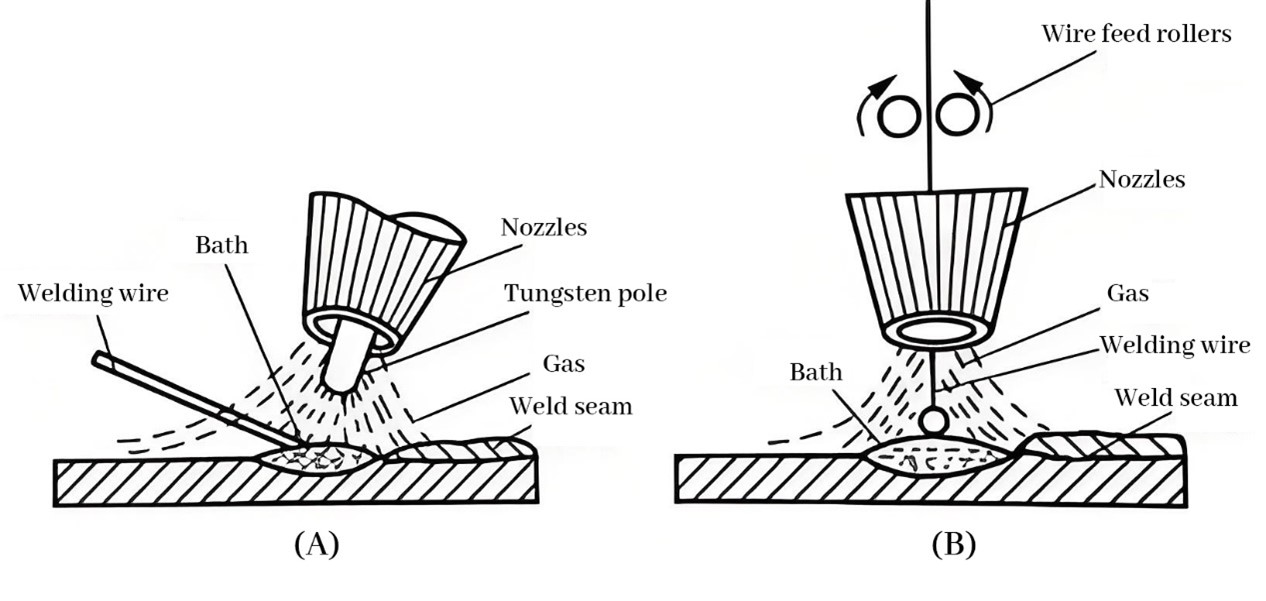
-Сварка GTAW (TIG-сварка)В технологии GTAW для создания дуги используется нерасплавленный вольфрамовый электрод, который воздействует непосредственно на свариваемую деталь и не сжимается соплом. Такая дуга имеет более естественную и рассеянную форму.
2. Точность дуги и плотность энергии.
- PAW: Плазменная дуга сжимается соплом, дуга более концентрирована, плотность энергии выше, проплавление сильнее, подходит для точной сварки более толстых материалов. Кроме того, PAW обеспечивает более узкий сварочный шов и большую глубину проплавления.
- GTAW: Дуга при GTAW шире, имеет относительно низкую плотность энергии, подходит для сварки тонких материалов. Контроль над сварным швом лучше, но проплавление не такое хорошее, как при PAW.
3. Защитный газ
- ПАУ: При ПАУ используются два газа: **ионизирующий газ** и **защитный газ**. Ионизирующий газ (обычно аргон) используется для образования плазменной дуги, а защитный газ (например, аргон или гелий) используется для защиты зоны сварки от окисления.
- GTAW: При сварке GTAW обычно используется только один инертный газ (например, аргон или гелий) для защиты зоны сварки от воздействия атмосферного кислорода и азота, вступающих в реакцию с расплавленной ванной.
4. Электроды

- ПАУ: В ПАУ вольфрамовый электрод окружен соплом и не контактирует непосредственно с зоной сварки, что приводит к увеличению срока службы электрода и более стабильному процессу сварки.
- GTAW: При сварке GTAW вольфрамовый электрод контактирует с зоной сварки и подвержен загрязнению и износу, что требует частого технического обслуживания и замены электрода.
5. Сценарии применения


- ПАУ: Благодаря высокой плотности энергии и концентрации плазменной дуги, ПАУ подходит для сварки более толстых материалов, точной сварки и высокопроизводительных применений, особенно в аэрокосмической, атомной промышленности и сварке толстостенных труб из нержавеющей стали.
- GTAW: Сварка GTAW подходит для точной сварки с низким тепловыделением и используется, в частности, для сварки тонких материалов и сложных материалов (например, алюминия, магния, нержавеющей стали и т. д.). Она идеально подходит для изготовления прецизионных деталей и выполнения небольших сварочных работ.
6. Сложности в эксплуатации
- PAW: Из-за использования сжатой плазменной дуги операция становится относительно сложнее, а стоимость оборудования выше, но при этом обеспечивается более высокая скорость сварки и возможность глубокого плавления.
- GTAW: Сварка GTAW относительно проста в эксплуатации, а оборудование относительно недорогое. Это один из наиболее распространенных процессов, используемых при ручной и автоматической сварке.
Краткое содержание
Плазменно-дуговая сварка (PAW) и сварка GTAW схожи по принципу действия: обе технологии генерируют дугу через вольфрамовый электрод и защищают сварной шов инертным газом. Однако дуга PAW сжата, а энергия более концентрирована, что делает её подходящей для сварки более толстых материалов и высокоточной сварки, тогда как GTAW больше подходит для сварки тонких материалов с низким подводом тепла. Различия между ними заключаются в толщине сварного шва, плотности энергии, типе защитного газа и сложности эксплуатации.
Дата публикации: 29 сентября 2024 г.